
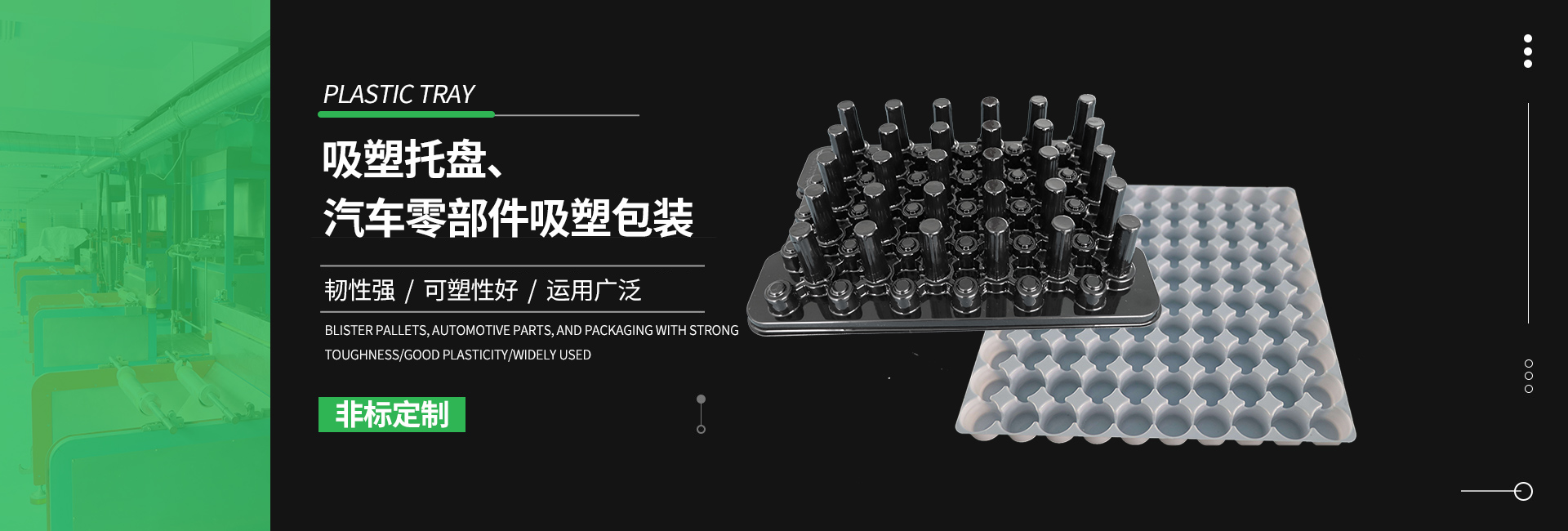






吸塑: 一種塑(sù)料加工工藝,主要(yao)原理是将平展的(de)塑料硬片材加熱(re)變軟後,采用真空(kōng)吸附于模具表面(mian),冷卻後成型,廣泛(fan)用于塑料包裝、燈(deng)飾、廣告、裝飾等行(hang)業。 吸塑包裝:采用(yòng)吸塑工藝生産出(chū)塑料制品,并用相(xiang)應的設備對産品(pǐn)進行封裝的總稱(cheng)。
深圳市森華興包(bao)裝制品有限公司(sī)二十年來專注于(yú)吸塑包裝,吸塑托(tuō)盤.......
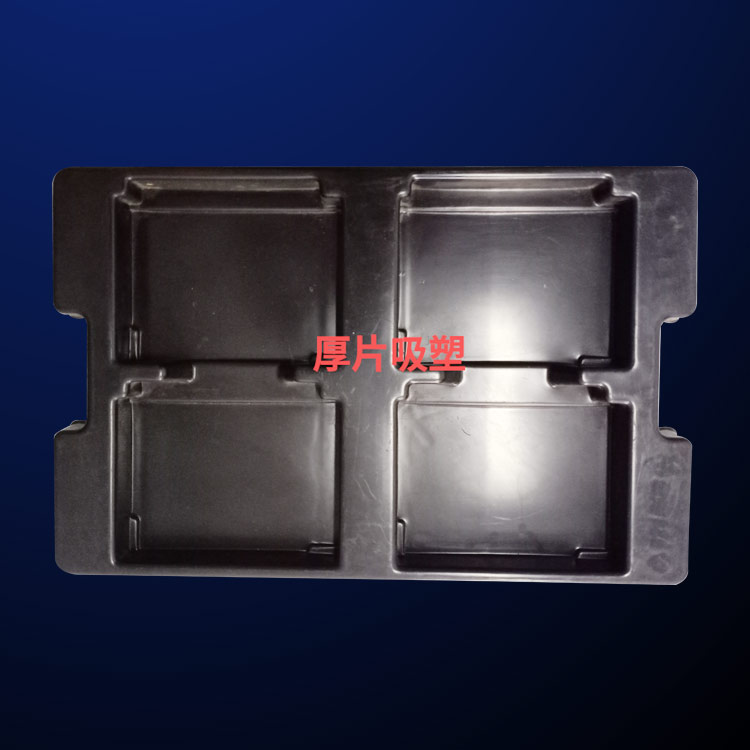
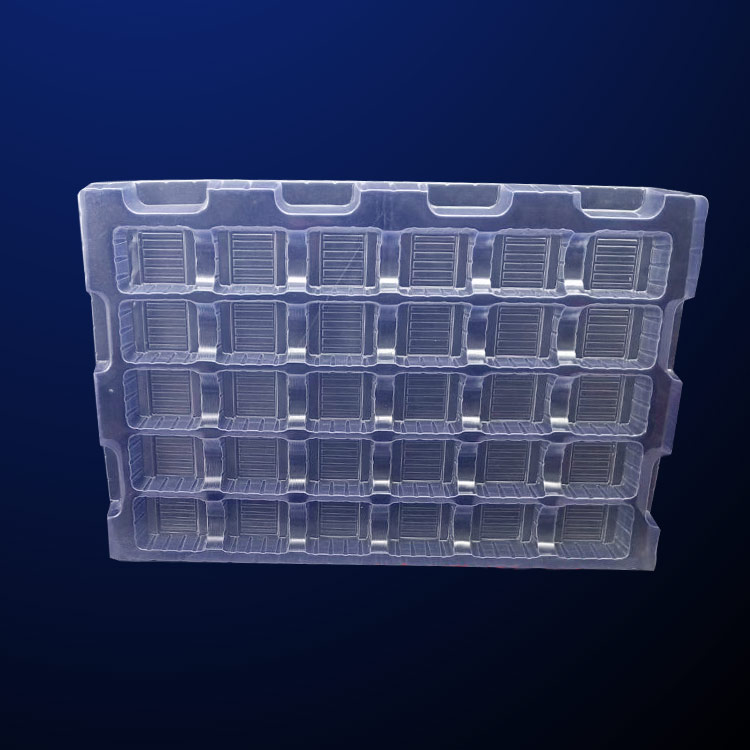
吸塑包裝 制品(pin)包括:泡殼、托盤、吸(xi)塑盒,同義詞還有(you):真空罩、泡罩等。 吸(xi)塑包裝的主要優(you)點是,節省原輔材(cai)料、重量輕、運輸方(fang)便、密封性能好,符(fú)合環保綠色包裝(zhuang)的要求;能包裝任(rèn)何異形産品,裝箱(xiang)無需另加緩沖材(cai)料;被包裝産品透(tòu)明可見,外形美觀(guān),便于銷售,并适合(he)機械化、自動化包(bāo)裝,便于現代化管(guan)理、節省人力、提 吸(xī)塑包裝設備主要(yào)包括:吸塑成型機(ji)、沖床、封口機、高頻(pin)機、折邊機。 封裝形(xing)成的包裝産品可(kě)分爲:插卡、吸卡、雙(shuang)泡殼、半泡殼、對折(shé)泡殼、三折泡殼等(děng) 注塑 注塑,即熱塑(su)性塑料注塑成型(xíng),這種方法即是将(jiang)塑料材料熔融,然(ran)後将其注入膜腔(qiang)。熔融的塑料一旦(dan)進入模具中,它就(jiù)受冷依模腔樣成(chéng)型成一定形狀。 所(suo)得的形狀往往就(jiù)是成品,在安裝或(huo)作爲終成品使用(yòng)之前不再需要其(qi)他的加工。許多細(xi)部,諸如凸起部、肋(lei)、螺紋,都可以在模(mo)塑一步操作中成(cheng)型出來。 模塑機有(you)兩個基本部件:用(yòng)于熔融和把塑料(liào)送入模具的裝置(zhì)與合模裝置。
吸塑(su)托盤我們首先用(yòng)到的就是模具,那(nà)麽一開始的時候(hòu)我們用到的吸塑(sù)磨具都是什麽樣(yàng)的呢?剛開始有很(hen)多的廠家爲了節(jiē)省成本可能都會(hui)使用那個石膏模(mó)型吧,但是石膏模(mó)具不及鋁合金模(mo)具也不及銅模耐(nai)用,吸塑行業也以(yǐ)鋁合金模和銅模(mo)應用比較多。




吸塑(sù)包裝 制品厚薄度(du)不均勻是怎麽造(zao)成的?如何解決這(zhè)樣的問題?
厚薄度(du)不均勻有常見的(de)幾點,上架、片材、溫(wēn)度等。上架在壓吸(xī)塑包裝産品的時(shi)候位置的調整是(shi)很關鍵的,要是有(you)錯位或擺放不合(hé)理的現象時,出現(xiàn)會産生厚度不均(jun1)勻。與片材有關系(xì)的就是片材在生(shēng)産的過程當中沒(méi)有将厚度調好,所(suo)以才會導緻這樣(yang)的質量問題。溫度(du)的調試也有直接(jie)關系的,而且要根(gen)據不同的模具不(bu)同的材料調節相(xiàng)對應溫度的高低(di),否則就出現了不(bú)均勻的現象。解決(jue)方法是注意上架(jià)的位置調整,片材(cai)的情況供應商的(de)協商,溫度調到片(pian)材和模具的适合(hé)度。
吸塑包裝制品(pin)的拉線是什麽?怎(zěn)麽導緻的?如何解(jie)決?
拉線就是在産(chan)品的邊上會出現(xiàn)凸出來的一條線(xiàn)嚴重的影響到了(le)包裝的外觀,導緻(zhi)生成的原因就是(shì),這樣的情況與吸(xī)塑模具的結構制(zhì)造有關,吸塑成型(xing)機的控制性的操(cao)作,溫度調整,上架(jià)有很大的關系,解(jiě)決方法是模具的(de)質量控制,機器和(hé)溫度參數調節,上(shang)架擠壓等。
刮痕就是(shì)吸塑産品生産出(chū)來以後表面會出(chū)現刮印,也是觀瀾(lan)吸塑廠質量上經(jing)常出現的問題,發(fā)生的原因是因爲(wei)在生産的過程中(zhōng),手工的工序較多(duo),易碰撞發生磨擦(ca),沖床人員以及包(bao)裝人員的操作方(fāng)式是關鍵的環節(jie)。解決方法是輕拿(ná)輕放小心處理産(chǎn)品,保持工作台的(de)清潔衛生,工作人(ren)員配戴手套等相(xiàng)關事項,也能有效(xiào)地防止刮花的情(qing)況發生,吸塑包裝(zhuang)産品的手工工序(xù)較多,因此在每個(ge)環節都必須要密(mi)切關注的,才能避(bì)免次品的産生。
吸(xi)塑包裝 的單價=産(chan)品材料成本+能耗(hào)+人工及運輸+利潤(rùn)
能耗:吸塑是通過(guò)熱加工的,耗電能(neng)相對其他行業較(jiao)大,大緻爲産品材(cái)料成本的8% 人工:吸(xi)塑主要靠機器生(sheng)産,人工較少,大緻(zhi)爲産品材料成本(ben)的10% 運輸:根據客戶(hu)離本廠距離而定(ding), 利潤:吸塑廠的純(chun)利潤一般很低,12%-20%,根(gēn)據付款期限而定(ding),30天結帳爲14% 材料成(chéng)本:産品材料成本(běn)的計算比較複雜(za),計算之前首先搞(gǎo)清以下幾方面數(shu)據:
原料價格:根據(ju)産品的用途,确定(ding)采用何種材質和(he)等級的材料,尋該(gāi)種材料價供應商(shang) 膠片厚度:預诂該(gāi)産品須用多厚的(de)膠片制作,要根據(ju)成型各部位的厚(hòu)度和形狀而定 排(pái)版數量:根據産品(pin)外形尺寸和形狀(zhuàng),計算一版能排多(duō)少個模,排密了會(huì)降低産品質量,排(pái)稀了會增大材料(liào)損耗,使成本上升(sheng) 材料損耗率:主要(yào)因素爲産品形狀(zhuàng)、産品數量以及外(wai)形尺寸與吸塑機(jī)底盤适配程度,形(xíng)狀越方正、産量越(yue)大,損耗率就越小(xiao)
·
•
•




