





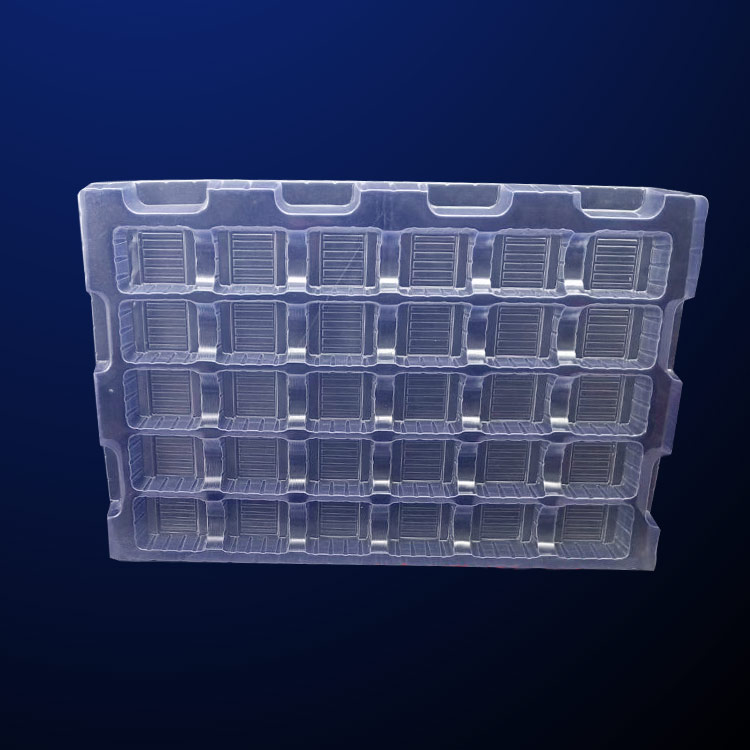

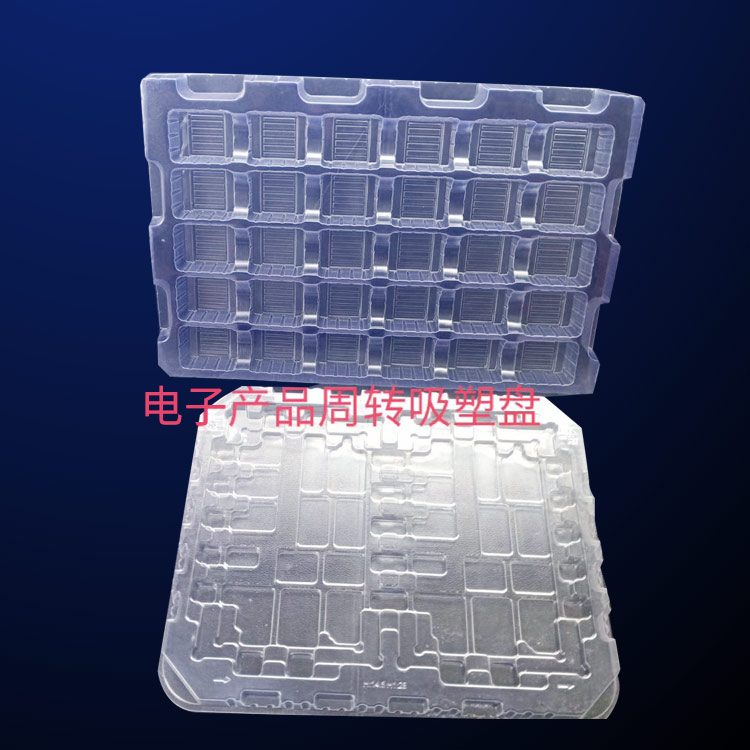
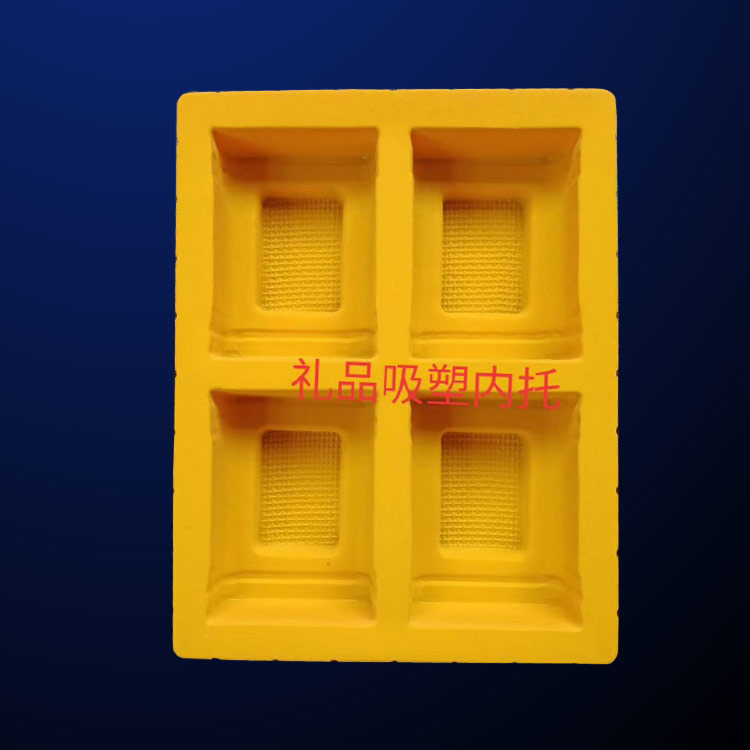
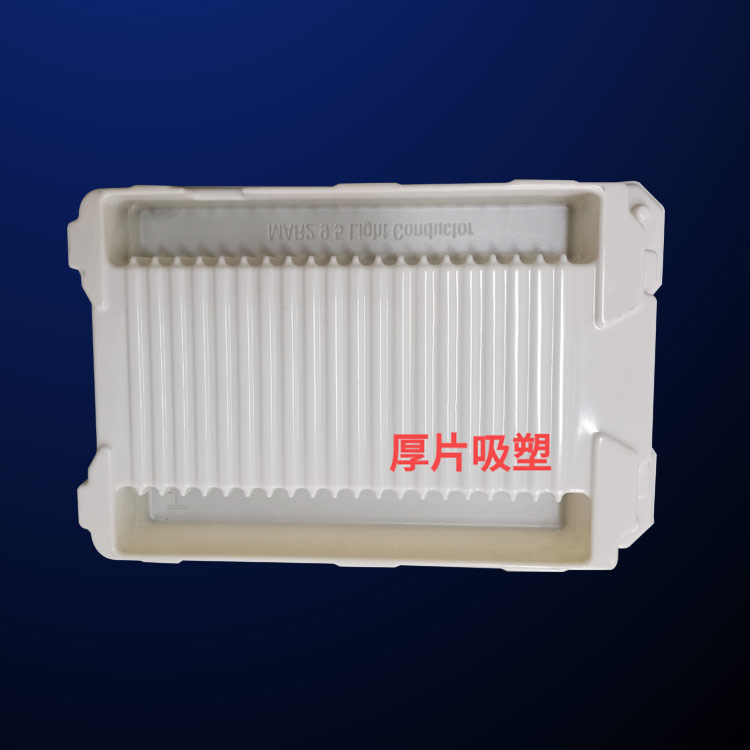
市面上(shang)常見的(de)産品有(you):日用品(pin)吸塑包(bāo)裝、小五(wu)金吸塑(sù)包裝、汽(qì)車用品(pin)吸塑包(bao)裝、電子(zǐ)産品吸(xī)塑包裝(zhuang)、食品吸(xi)塑包裝(zhuang)、化妝品(pin)吸塑包(bao)裝、電腦(nao)周邊設(shè)備吸塑(sù)包裝、玩(wán)具吸塑(sù)包裝、體(tǐ)育用品(pǐn)吸塑包(bāo)裝、文具(jù)用品吸(xi)塑包裝(zhuang)等。
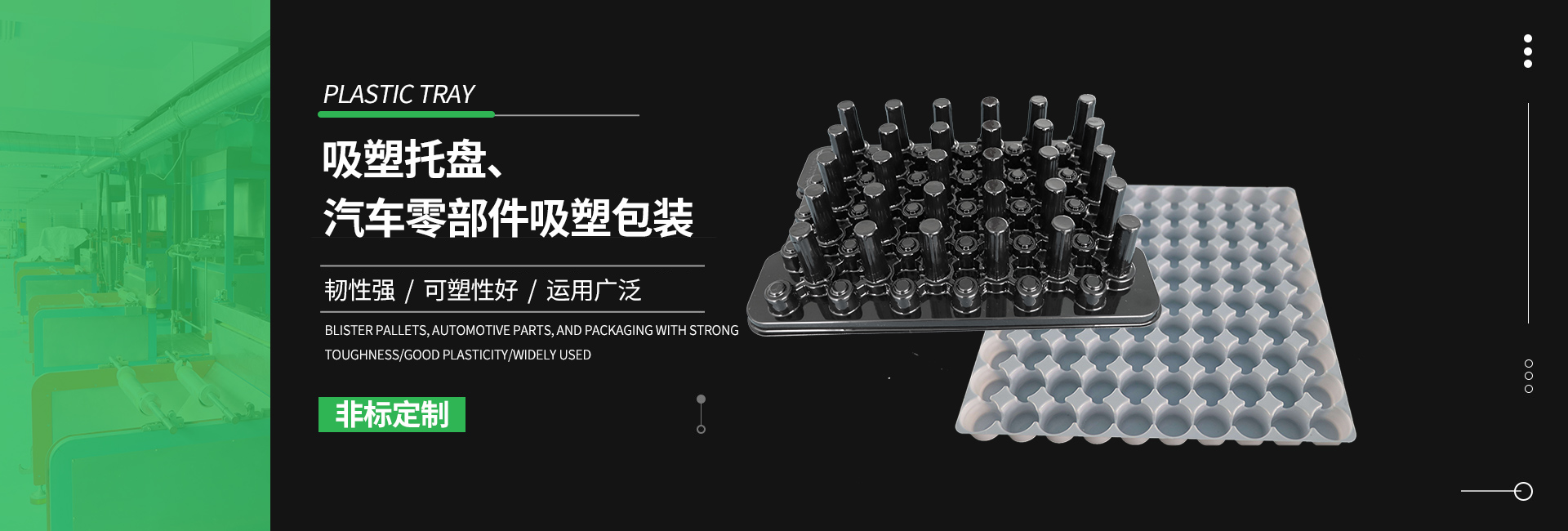
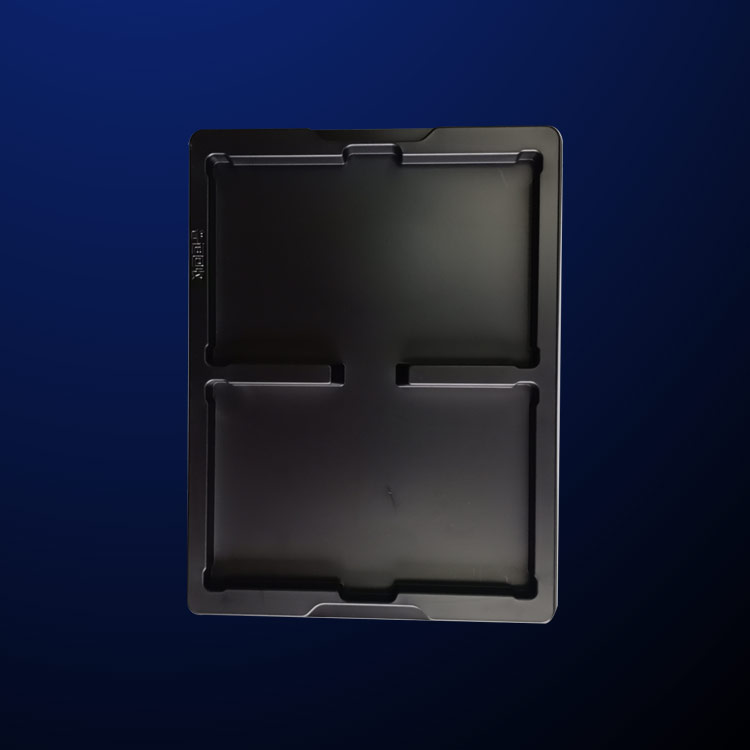
吸塑(su)包裝 機(ji)原理:這(zhe)種成型(xíng)工藝主(zhu)要是利(li)用真空(kong)泵産生(sheng)的真空(kong)吸力将(jiāng)加熱軟(ruǎn)化後的(de)PVC、PET、PETG、APTT、PP、PE、PS等熱可(ke)塑性塑(sù)料片材(cái)經過模(mó)具吸塑(sù)成各種(zhǒng)形狀的(de)真空罩(zhao)、吸塑托(tuō)盤、泡殼(ké)等。
吸管(guǎn)包裝機(ji),就看你(nǐ)要那樣(yàng)的包裝(zhuang)吧,包裝(zhuāng)方式都(dōu)有很多(duo)的





吸塑(sù)包裝 制(zhi)品是将(jiang)片材加(jia)熱後利(lì)用真空(kōng)吸附在(zài)吸塑成(cheng)型模具(ju)上,經過(guo)冷卻後(hou)達到成(cheng)型的目(mu)的;
吹塑(su)和注塑(su)一般是(shì)放入粒(li)料經高(gao)溫加熱(rè)使材料(liao)熔化後(hou)吹出或(huo)擠出進(jin)入模具(ju)型腔之(zhī)後冷卻(què)達到成(cheng)型的目(mù)的。
區别(bié)還是比(bǐ)較大的(de),吸塑一(yī)般适合(he)包裝、托(tuo)盤、裝飾(shì)等使用(yòng)。
注塑:将(jiāng)熔融料(liào)由注塑(su)機射到(dào)模具中(zhōng)的成型(xíng)制品的(de)方法。
吹(chuī)塑:将熔(rong)融料經(jing)口模吹(chui)成管狀(zhuàng),然後再(zai)拉伸成(cheng)膜或擠(ji)到兩半(bàn)模中成(cheng)型出制(zhi)品。
吸塑(su):屬二次(ci)加工,将(jiang)片材加(jiā)熱至高(gāo)彈态,覆(fù)蓋到真(zhēn)空成型(xing)模具上(shàng),抽真空(kong)後,得制(zhì)品,再裁(cái)邊。

吸塑(sù)産品的(de)主要生(sheng)産工藝(yì)包括起(qi)模、拉片(pian)、沖床、折(shé)邊、沖孔(kong)、包裝等(děng),以下就(jiù)分别來(lai)介紹。
1.起(qi)模
當客(kè)戶确認(ren)樣品後(hòu),由打樣(yang)用的石(shi)膏模作(zuo)爲母模(mo),電鍍銅(tong)後,按照(zhao)一定的(de)數量和(hé)位置制(zhi)成生産(chǎn)用的模(mo)即爲起(qi)模。常規(gui)的模分(fen)三種:石(shí)膏模、銅(tóng)模、鋁模(mo)。其中石(shí)膏模主(zhu)要用于(yu)打樣,一(yi)般不能(néng)做批量(liàng)生産使(shǐ)用,其制(zhì)作時間(jiān)一般爲(wei)24小時。銅(tóng)模爲石(shi)膏模電(dian)鍍一層(ceng)銅,強度(du)和耐磨(mó)性增強(qiang),成本不(bu)高,爲生(sheng)産常用(yòng)的模,一(yi)般制作(zuò)周期爲(wèi)100小時,少(shǎo)爲3天時(shí)間,使用(yong)壽命約(yue)10萬個。
2.拉(la)片
吸塑(sù)機将原(yuán)材料卷(juan)材經吸(xī)塑成形(xing)機加熱(re)、真空吸(xi)塑成形(xíng)、冷卻後(hòu),自動裁(cai)成既定(ding)尺寸,這(zhè)道工序(xu)是吸塑(su)的主要(yao)工序。拉(la)片的長(zhǎng)度根據(jù)實際需(xū)要,在600~1170mm之(zhi)間。不同(tóng)的材料(liao)、不同的(de)厚度,對(duì)溫度的(de)調節要(yào)求也不(bu)一樣,需(xu)要開機(ji)人員有(you)相當的(de)經驗。拉(la)片的調(diao)機測試(shì)一般爲(wei)3張。吸塑(su)機每進(jìn)一次的(de)長度稱(chēng)爲拉片(piàn)長,可根(gēn)據排模(mó)長度來(lái)定。
3.沖床(chuang)
拉片出(chū)來的一(yī)般爲多(duo)個産品(pin)(按照模(mó)具排的(de)數量),需(xū)要用刀(dāo)模在沖(chong)床上沖(chong)成單個(ge)産品,這(zhè)種工序(xù)叫沖床(chuang)。
4.折邊
對(duì)于一些(xiē)需将吸(xī)塑産品(pǐn)兩邊或(huò)多邊的(de)邊角折(shé)過來以(yi)插上紙(zhǐ)卡的産(chǎn)品來講(jiang),需加此(cǐ)工序。此(cǐ)工序由(you)折邊機(ji)完成。
5.沖(chòng)孔
6.包裝(zhuāng)
•
›




