
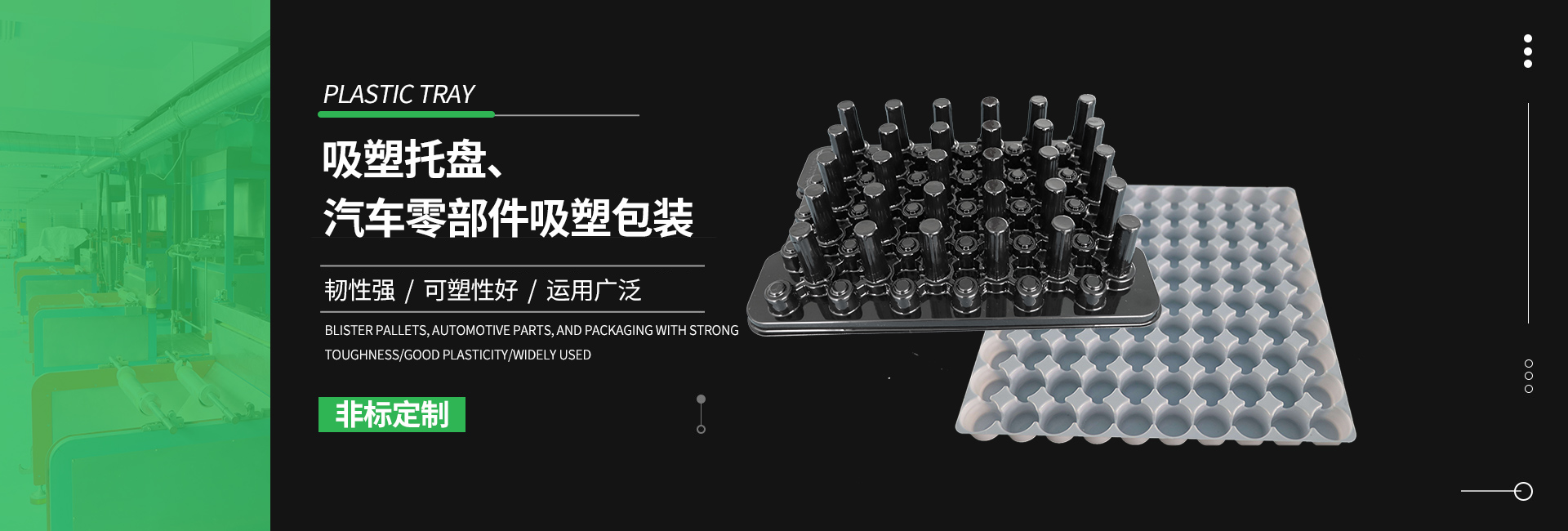





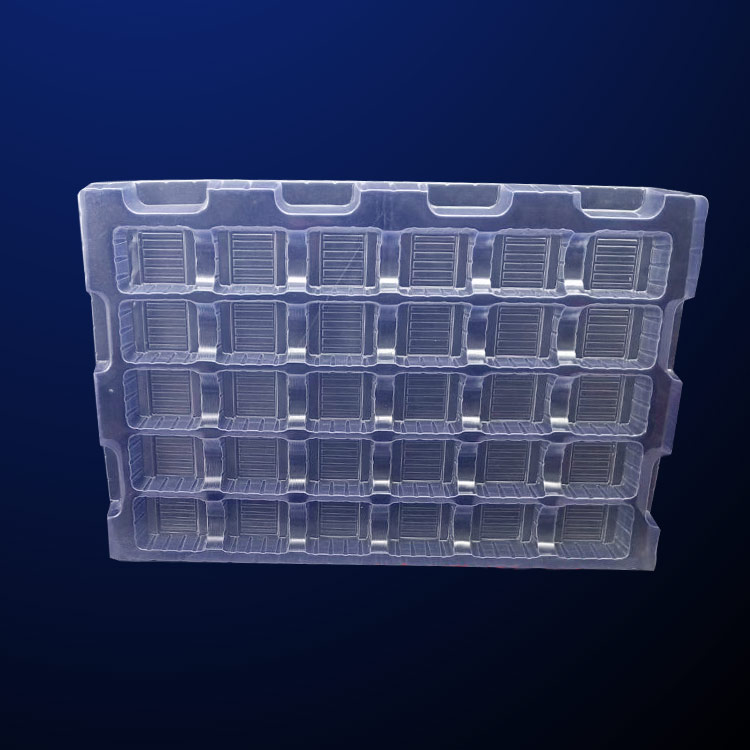

PVC、PS、PET等樹脂片(pian)材在塑料成型機(ji)中經過加熱、真空(kong)成型、冷卻等工藝(yì),使其按照模具的(de)形狀成型,然後在(zai)沖床上用刀模沖(chòng)壓成單個産品,zui後(hou)經過折疊、沖壓工(gōng)藝制成包裝好的(de)産品。這種包裝産(chǎn)品具有材料便宜(yí)、工藝簡單、投資少(shǎo)、利潤可觀的特點(dian)。适用于包裝日用(yong)品、小電器、玩具等(děng)小商品。不适合包(bāo)裝緩沖要求高、産(chǎn)品重的産品。吸塑(su)産品的主要生産(chǎn)工藝有拉、扯、沖、折(she)、沖、包裝等。 吸塑機(ji)通過吸塑成型機(ji)加熱原料卷,真空(kong)吸塑成型,冷卻,然(ran)後自動切割成給(gěi)定尺寸。這個過程(chéng)是水泡形成很重(zhòng)要的過程。拉片的(de)長度根據實際需(xu)要在600到1170毫米之間(jiān)。不同的材吸塑包(bao)裝料和厚度對溫(wen)度調節有不同的(de)要求,這需要啓動(dòng)人員有相當的經(jīng)驗。拉環的調整試(shì)驗一般爲3張。吸塑(su)機每次進料的長(zhang)度稱爲拉伸長度(dù),可以根據模具排(pái)列的長度來确定(dìng)。




吸塑包裝生産技(jì)術及生産流程 塑(sù)産品的主要生産(chǎn)工藝有剝、拉、沖、折(shé)、沖、包裝,介紹如下(xia)。 1.帶 樣品确認後,以(yi)打樣用石膏模作(zuo)爲母模,鍍銅後按(an)數量和位置制作(zuo)生産用模具,稱爲(wei)脫模模。常規模具(jù)有三種:石膏模、銅(tóng)模、鋁模。其中石膏(gāo)模具主要用于打(dǎ)樣,不能批量生産(chan),生産時間一般爲(wèi)24小時。銅模是鍍一(yī)層銅的石膏模,強(qiang)度和耐磨性增強(qiáng),成本低。 2.拉标簽 吸(xi)塑機通過吸塑成(chéng)型機加熱、真空吸(xi)塑成型、冷卻後,自(zi)動将原料卷切割(gē)成給定尺寸,是吸(xi)塑成型吸塑包裝(zhuang)重要的工序。 3.沖床(chuáng) 一般是多個産品(pǐn)(根據模具排數)從(cong)拉片出來,需要用(yòng)刀模沖壓成單個(ge)産品。這個過程叫(jiào)出拳。 4.折疊 對于一(yi)些需要折疊吸塑(su)産品的邊角才能(néng)插入紙卡的産品(pin),應該加入這個過(guò)程。這個過程是由(you)折頁機完成的。 5.打(dǎ)孔 如果客戶有特(te)有要求,在沖吸塑(su)的時候要加上這(zhe)個工序。 6.包裝 吸塑(su)包裝盒要注意,根(gēn)據客戶要求的嚴(yán)格程度、産品材質(zhi)、形狀等合适的包(bāo)裝方式。如果客戶(hù)沒有特有要吸塑(su)包裝求,可以使用(yòng)包裝和塑料袋。






