
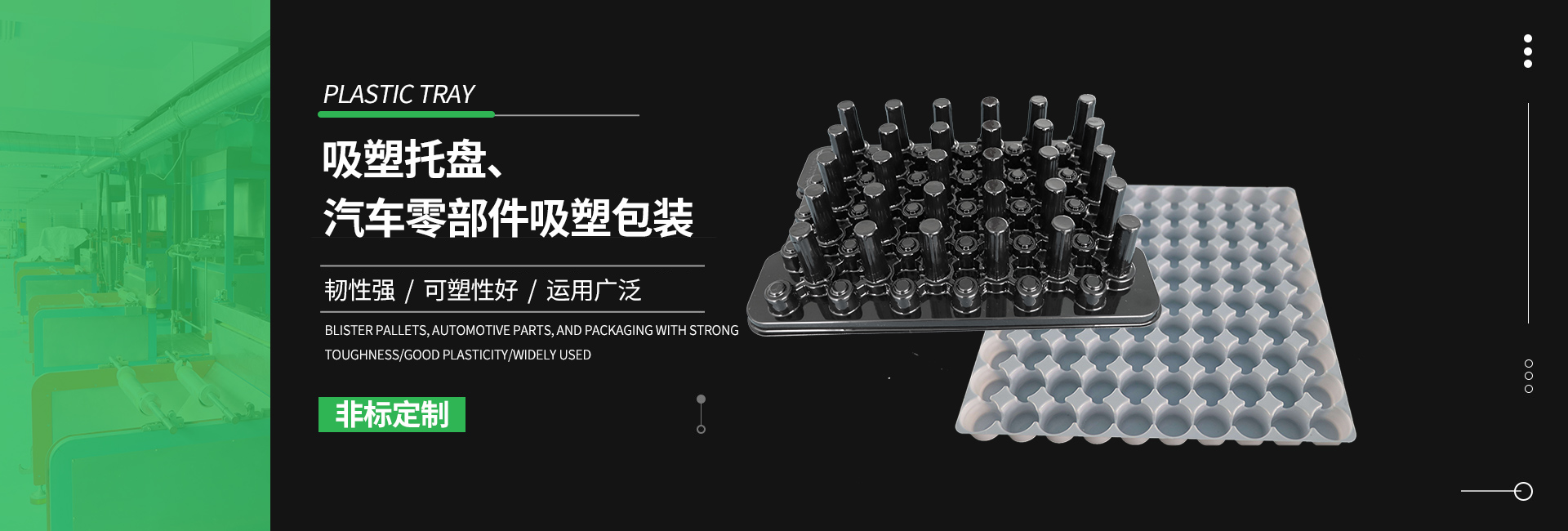






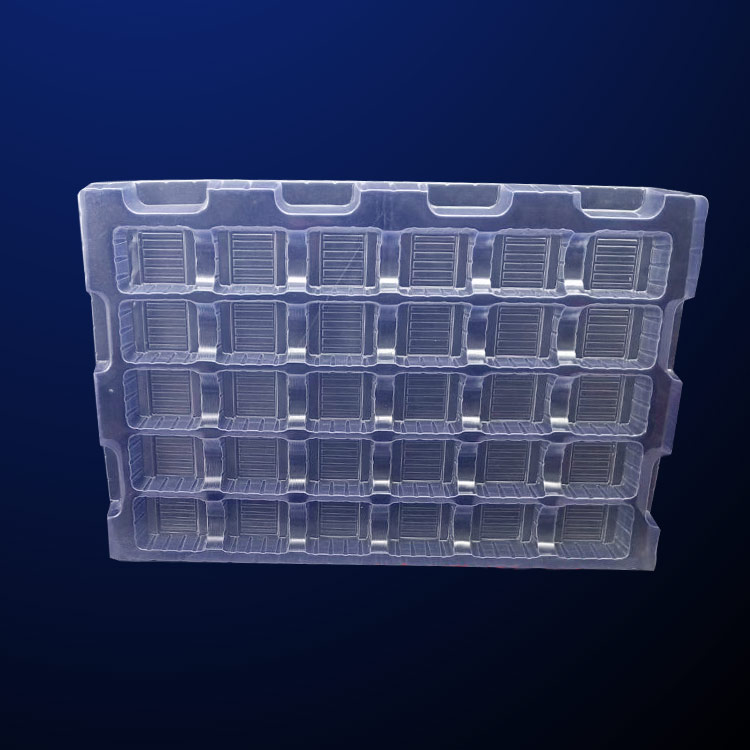
吸塑包(bao)裝 是将PVC、PS、PET等樹脂(zhī)片在吸塑成形(xíng)機中經過加熱(rè)、真空成形、冷卻(que)等過程,使之按(an)照模具的形狀(zhuàng)成形,然後在沖(chòng)床上用刀模沖(chòng)壓成單個産品(pǐn),再經過折邊、沖(chong)孔等工藝制成(chéng)的包裝産品。這(zhè)種包裝産品具(jù)有材料便宜、工(gōng)藝簡單、投入少(shǎo)、利潤可觀的特(tè)點,适合包裝小(xiao)型日用品、小電(diàn)器、玩具等商品(pin),不适合對緩沖(chong)性要求高、産品(pǐn)較重的産品進(jìn)行包裝。
吸塑産(chǎn)品的主要生産(chǎn)工藝包括起模(mó)、拉片、沖床、折邊(biān)、沖孔、包裝等,以(yi)下就分别來介(jie)紹。
1.起模
當客戶(hu)确認樣品後,由(yóu)打樣用的石膏(gao)模作爲母模,電(dian)鍍銅後,按照一(yī)定的數量和位(wei)置制成生産用(yòng)的模即爲起模(mó)。常規的模分三(sān)種:石膏模、銅模(mó)、鋁模。其中石膏(gāo)模主要用于打(dǎ)樣,一般不能做(zuo)批量生産使用(yòng),其制作時間一(yi)般爲24小時。銅模(mo)爲石膏模電鍍(dù)一層銅,強度和(hé)耐磨性增強,成(chéng)本不高,爲生産(chan)常用的模,一般(bān)制作周期爲100小(xiǎo)時,少爲3天時間(jian),使用壽命約10萬(wàn)個。
吸塑機(ji)将原材料卷材(cái)經吸塑成形機(jī)加熱、真空吸塑(su)成形、冷卻後,自(zì)動裁成既定尺(chi)寸,這道工序是(shi)吸塑的主要工(gōng)序。拉片的長度(dù)根據實際需要(yào),在600~1170mm之間。不同的(de)材料、不同的厚(hou)度,對溫度的調(diao)節要求也不一(yi)樣,需要開機人(rén)員有相當的經(jīng)驗。拉片的調機(jī)測試一般爲3張(zhāng)。吸塑機每進一(yī)次的長度稱爲(wei)拉片長,可根據(ju)排模長度來定(dìng)。
3.沖床
拉片出來(lái)的一般爲多個(ge)産品(按照模具(jù)排的數量),需要(yào)用刀模在沖床(chuáng)上沖成單個産(chǎn)品,這種工序叫(jiao)沖床。
4.折邊
對于(yú)一些需将吸塑(sù)産品兩邊或多(duō)邊的邊角折過(guò)來以插上紙卡(ka)的産品來講,需(xu)加此工序。此工(gong)序由折邊機完(wan)成。
5.沖孔
如客戶(hu)有特殊要求,要(yao)在吸塑上穿孔(kǒng)時添加此工序(xu)。
6.包裝
吸塑産品(pin)包裝一定要注(zhù)意,根據客戶要(yao)求的嚴格程度(dù)、産品的材料、形(xing)狀等确定合适(shi)的包裝方式。如(ru)客戶無特殊要(yào)求,可采用裝箱(xiāng)、裝膠袋的方式(shi)。對于白色或色(sè)彩較鮮豔的、摩(mo)擦易花或不能(néng)粘上灰塵、手印(yìn)的産品,常在生(sheng)産時戴手套。




吸(xi)塑包裝 表面麻(ma)點如何處理?
1、膠(jiao)水的粒徑大,運(yùn)用薄的PVC,易産生(shēng)麻點,此類麻點(dian)的特性是平均(jun1)分散;2、配固化劑(jì)運用時,固化劑(ji)沒有完整分散(san);3、闆材外表沒有(yǒu)處置潔淨,或者(zhě)噴膠後,車間灰(huī)塵大,粘上去的(de),這種麻點分散(san)很不平均,而且(qie)大小不一;4、膠水(shui)的粘渡過大,分(fen)散不均;5、膠水的(de)粘渡過小或者(zhě)固含量低,形成(cheng)闆材起毛,此類(lèi)麻點普通呈現(xian)在凹槽邊角部(bu)位,成塊呈現;6、噴(pēn)空氣壓力不夠(gou),霧化不好;7.膠水(shui)沒有過濾。那麽(me)吸塑包裝廠有(yǒu)什麽樣的處理(li)辦法呢?普通的(de)處理計劃:1、選擇(zé)粒徑小的膠水(shuǐ);2、配固化劑時,延(yan)長攪拌時間,使(shǐ)固化劑可以完(wan)整分散;3、噴膠前(qián)把闆材外表處(chu)置潔淨、噴膠車(chē)間要單獨分開(kāi);4、選擇粘度适宜(yi)的膠水或者高(gāo)固含量的膠;5、膠(jiao)水枯燥後,可用(yong)細砂紙打磨;6、增(zeng)加真空度,調理(lǐ)霧化效果;7、運用(yong)時,用濾網過濾(lǜ)。

吸塑托盤 行業(ye)發展的三大制(zhi)約因素
吸塑行(hang)業的大發展時(shí)代快要到來,人(rén)們關于吸塑的(de)一些相關知識(shi)掌握的還不是(shì)特别透徹,下面(mian)爲大家介紹一(yī)下吸塑托盤行(hang)業發展的三大(da)制約因素,希望(wàng)你會有所了解(jiě)。
使用方式落後(hòu),不能完全發揮(huī)PVC吸塑托盤的優(you)點:PVC吸塑托盤本(běn)身是爲配合物(wu)流而誕生的一(yi)種單元化物流(liú)器具,可以說托(tuō)盤是貫穿現代(dai)物流系統各個(ge)環節的連接點(dian)。但是在我們實(shi)際使用中由于(yú)規格不統一,造(zào)成托盤不能在(zài)物流作業鏈中(zhong)流通使用,僅局(ju)限于企業内部(bù)。
流通過程成本(běn)過高:從調研中(zhōng)可以發現,絕大(dà)多數企業的PVC吸(xī)塑托盤都是在(zài)企業内部周轉(zhuan),從而使企業的(de)産品經過多次(cì)人工搬運裝卸(xiè),極大地降低了(le)工作效率,相應(yīng)增加了産品的(de)流通成本,從而(ér)降低了産品在(zai)市場中的競争(zhēng)力。
難以與國際(jì)規格接軌:由于(yu)PVC吸塑托盤的規(gui)格标準不統一(yī),使中國的托盤(pán)使用不能與國(guo)際運輸器具如(ru)國際通用的集(ji)裝箱等相匹配(pei)。企業爲了能适(shì)應相關的國際(jì)運輸工具,不得(dé)不向托盤生産(chan)企業訂購與該(gai)企業周轉使用(yong)規格不一緻的(de)托盤,從而增加(jiā)了企業的出口(kǒu)成本,降低了産(chan)品的國際競争(zheng)力。
•
›




