
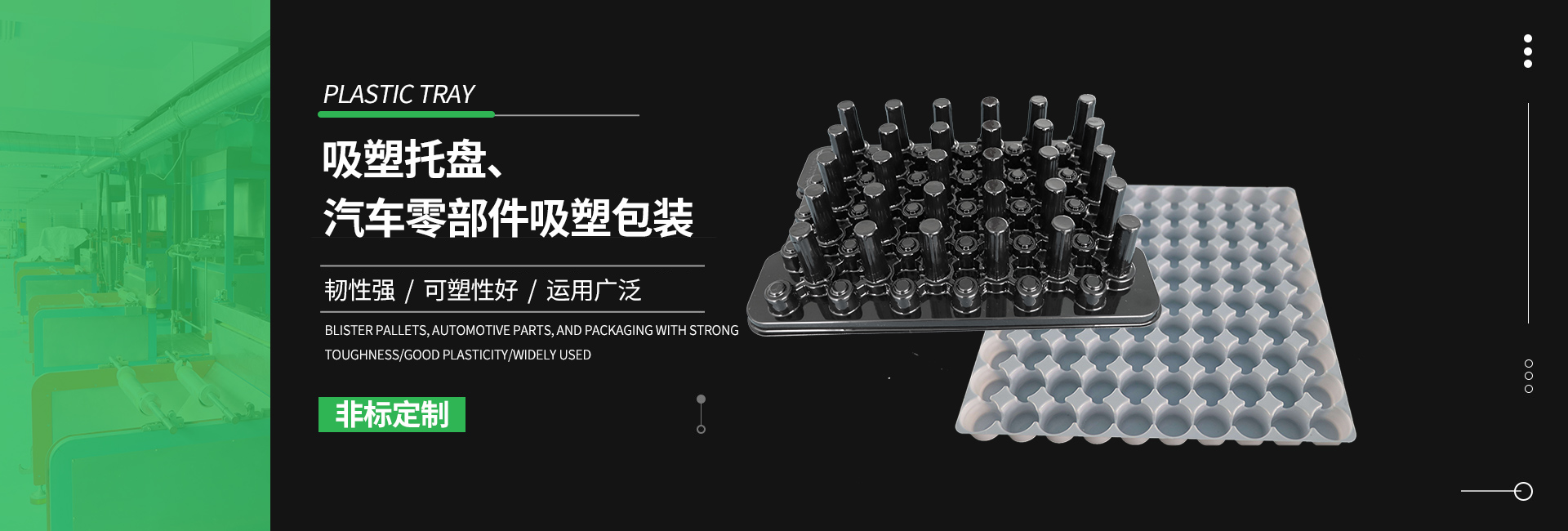







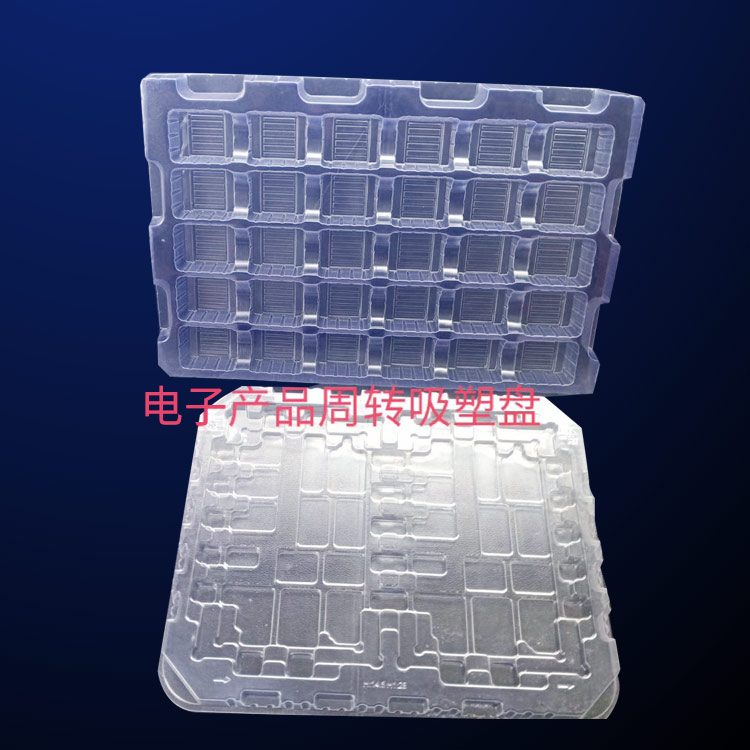
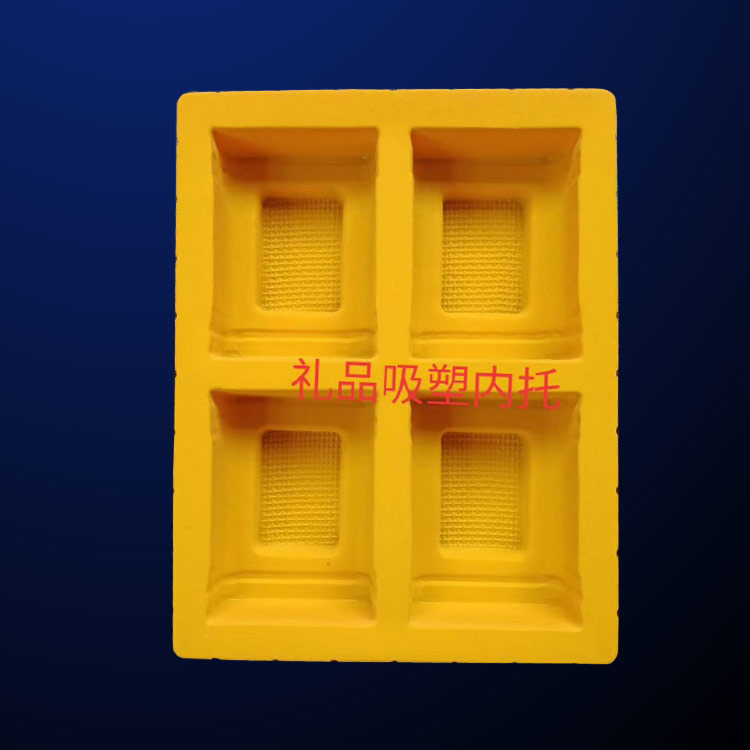
吸塑包裝 尺(chi)寸的得來可(ke)分爲三種:按(àn)照客戶樣品(pin)(制模叫複模(mó))、根據圖紙制(zhi)模、根據實物(wu)自行設計。因(yīn)爲吸塑的形(xing)狀一般根據(jù)實物定制,故(gu)形狀多不規(gui)則,圖紙制作(zuò)時有很多尺(chǐ)寸不準确或(huo)不能标注出(chū),故根據圖紙(zhi)制作時存在(zai)的偏差較大(dà)。爲準确起見(jiàn),一定要配以(yǐ)實物試裝。根(gen)據樣品複模(mó)制作的産品(pǐn),尺寸偏差才(cái)不會很大。一(yi)般厚度公差(chà)爲0.1mm,産品偏差(cha)爲±2mm。公差産生(sheng)的原因主要(yào)有:
1.手工起模(mó)時造成的偏(pian)差。此偏差一(yi)般小于2mm。
2.種模(mo)子模時産生(shēng)的偏差。此偏(pian)差較小,一般(bān)小于0.5mm。
3.同一模(mo)具因材料、吸(xi)塑溫度不同(tóng)造成的厚度(dù)偏差。此偏差(chà)較小,一般小(xiǎo)于0.1mm。
4.厚度的公(gōng)差視具體情(qíng)況而定,同一(yī)面積被拉得(dé)越大,此塊厚(hòu)度就會越薄(bao)。不同的操作(zuo)人員,不同的(de)溫度也會使(shi)同一部位的(de)厚度不同。





主(zhu)動真空吸塑(sù)包裝 系統、智(zhi)能溫控主動(dòng)控制系統是(shi)壓克力加工(gōng)設備中的部(bù)件,其他加熱(rè)箱、結構等就(jiu)簡略了。冷卻(què)有天然冷卻(què)和風冷兩種(zhǒng)。脫模機會要(yào)把握好,早了(le)文字會變形(xing),晚了脫模困(kun)難,模具再利(lì)用的可能性(xìng)就小。
修邊就(jiù)是把木匠用(yòng)的修邊機固(gu)定在一般桌(zhuō)面上,用修就(jiu)可以。“粘接“在(zài)壓克力制品(pǐn)中非常重要(yao),密封性、健壯(zhuang)性以及無流(liú)痕是保證制(zhì)品的要害。
因(yīn)爲文字大小(xiao)挑選壓克力(lì)闆材選用厚(hou)度,一般字高(gāo)25
厘米以下選(xuan)用2mm厚即可,字(zì)的厚度也應(yīng)在2cm以下,字高(gao)2米以上的大(da)字用5mm厚度足(zú)矣。
因爲文字(zi)筆劃間隔不(bu)同,有的文字(zì)上半部,是吸(xi)不到位的。假(jiǎ)定文字筆劃(hua)深度一起,隻(zhi)能選用肯德(de)基文字的加(jia)工工藝,先剪(jian)出字面,再剪(jian)出字邊條,然(ran)後粘接。此工(gong)藝類似金屬(shǔ)字加工藝。
吸(xī)塑效果的質(zhì)量分析
影響(xiang)吸塑效果的(de)因素很多,通(tōng)常企業在産(chan)品打樣過程(cheng)中,會采用經(jīng)驗排除法來(lai)找到造成産(chan)品吸塑效果(guǒ)不良的因素(su)。影響吸塑效(xiao)果的主要因(yīn)素包括:材料(liao)(紙張、油墨、吸(xī)塑油)影響、工(gōng)藝參數方法(fa)(溫度、壓力、吸(xi)塑時間)不當(dāng)、設備加熱方(fang)式不同。
紙張(zhāng)表面強度和(hé)内部結合強(qiang)度越低值吸(xi)塑效果越好(hǎo) , 好是沒有内(nèi)部和表面施(shī)膠。但如果紙(zhǐ)張施膠量太(tai)少 , 則容易造(zào)成紙張表面(mian)強度降低,在(zai)印刷過程中(zhong)容易出現表(biao)層剝離現象(xiang)(俗稱掉毛、掉(diào)粉現象),而且(qiě)紙張硬度差(cha)。
•




