






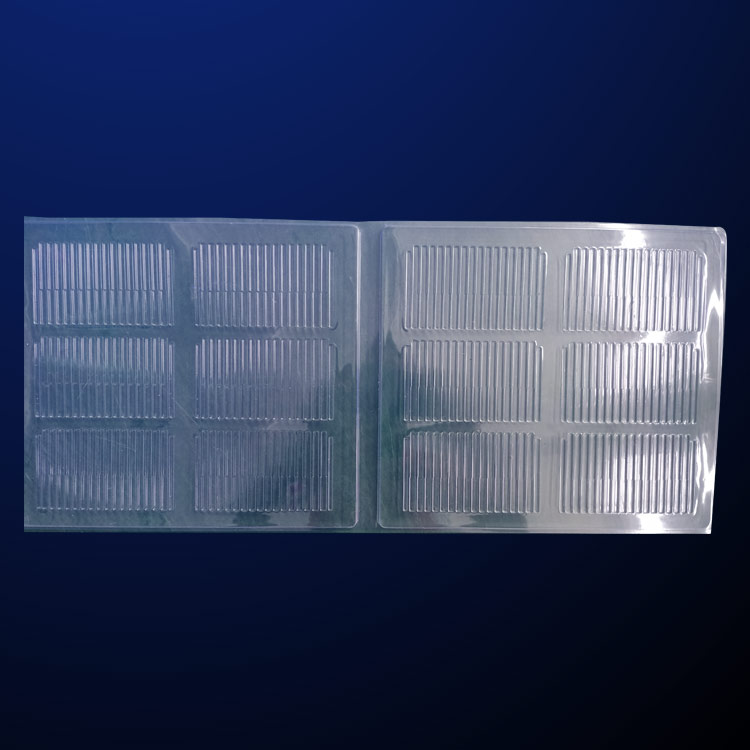
吸(xi)塑包裝 工(gong)藝過程包(bāo)括:印刷塗(tú)布吸塑包(bao)裝油的工(gong)藝過程和(he)吸塑包裝(zhuang)熱封工藝(yì)過程(見圖(tu) 5),目前有三(sān)種方式實(shi)現塗布過(guò)程:離線過(guò)油機滿版(ban)過油、絲印(yin)局部過油(you)、膠印連線(xiàn)過油。離線(xiàn)塗布和吸(xī)塑包裝工(gōng)藝一般要(yào)求産品印(yin)刷完後放(fang)置至少 72 小(xiao)時,待大面(miàn)積深色油(yóu)墨區域完(wán)全幹燥後(hou),方可過在(zai)表面過吸(xi)塑包裝油(you),再放置至(zhi)少 24 小時後(hou)方可進行(háng)吸塑包裝(zhuāng)過程。目前(qián)的連線過(guo)油方式(一(yi)般采用水(shuǐ)性吸塑包(bāo)裝油),可以(yǐ)縮短時間(jian),但是吸塑(sù)包裝效果(guo)不佳。過油(yóu)過程主要(yào)控制的目(mù)标:過油量(liang)大小合适(shì)(一般約 3-5g/m2,視(shi)材料表面(miàn)性能、吸塑(sù)包裝油濃(nóng)度不同而(ér)有所差别(bie))、吸塑包裝(zhuang)油充分滲(shèn)透。
塗布過(guò)程須控制(zhi)好塗布量(liàng)大小,确保(bao)膜層表面(mian)的流平性(xìng)、光澤度、滲(shèn)透效果、幹(gan)燥性等;吸(xi)塑包裝過(guò)程主要控(kong)制好溫度(du)、壓力、時間(jian)等條件,确(què)保吸塑包(bāo)裝效果。




傳(chuán)統吸塑包(bao)裝 過程,采(cǎi)取背面加(jiā)熱方式,加(jiā)熱版受熱(re),通過紙卡(kǎ)背面加熱(re)傳遞熱量(liàng)到吸塑包(bao)裝油表面(mian)及吸塑包(bao)裝罩,完成(chéng)吸塑包裝(zhuāng)成型過程(chéng),其吸塑包(bao)裝溫度相(xiang)對恒定無(wú)法快速調(diào)整;熱量傳(chuán)遞受紙張(zhāng)厚度影響(xiǎng)很大,越厚(hòu)的紙張熱(rè)量越難迅(xùn)速傳遞到(dao)吸塑包裝(zhuāng)罩上,因此(ci)一定要給(gei)足夠吸塑(su)包裝壓合(hé)時間讓熱(re)量充分傳(chuan)遞到吸塑(su)包裝罩上(shang)方可保證(zheng)吸塑包裝(zhuang)效果。
加熱(rè)片式吸塑(sù)包裝機,在(zai)吸塑包裝(zhuāng)罩表面加(jiā)熱傳遞熱(re)量到吸塑(su)包裝油表(biao)面,完成吸(xī)塑包裝成(cheng)型過程,其(qi)吸塑包裝(zhuāng)溫度可快(kuài)速調整;由(yóu)于加熱片(piàn)直接與吸(xī)塑包裝罩(zhao)接觸,當溫(wēn)度過高時(shí),吸塑包裝(zhuāng)罩極易受(shou)熱變形且(qiě)熱量較難(nan)傳遞到吸(xi)塑包裝油(you)表面(吸塑(sù)包裝罩越(yue)薄越易傳(chuan)遞熱,但越(yue)容易變形(xíng)),要保證良(liang)好的吸塑(su)包裝效果(guǒ),必須選擇(ze)合适厚度(du)的吸塑包(bāo)裝罩及調(diào)整好吸塑(sù)包裝溫度(dù)、融合時間(jiān)。
吸塑包裝(zhuāng) 行業相關(guān)政策
伴随(sui)着中國經(jīng)濟取得重(zhòng)大成就和(he)現代商業(yè)、物業的快(kuài)速發展,二(er)十世紀中(zhong)期以來吸(xi)塑包裝産(chan)業迅速在(zai)中國崛起(qi)。對此我國(guó)也出台了(le)相關政策(ce)規範行業(yè)發展。
中國是(shi)世界包裝(zhuang)制造和消(xiao)費大國,吸(xi)塑包裝在(zai)包裝産業(yè)總産值中(zhōng)的比例已(yǐ)超過30%,在食(shi)品、飲料、日(rì)用品及工(gōng)農業生産(chǎn)各個領域(yù)發揮着的(de)作用。近年(nián)來,我國吸(xi)塑包裝行(háng)業一直處(chu)于穩定增(zēng)長态勢,在(zài)包裝産品(pǐn)結構占比(bi)中僅次于(yú)紙包裝。




