






厚吸塑器械(xie)進入市場 近幾年(nian),我國厚吸塑機械(xiè)行業已經發展到(dao)與國際同行比肩(jiān)的地位,但是市場(chǎng)就是市場,我國厚(hou)吸塑機械連大目(mù)标都還未實現,并(bing)且和國外同行的(de)價格差别還在增(zeng)大。 目前,我國厚吸(xī)塑機械技術在環(huan)保節能、可持續發(fa)展的研究上,與發(fa)達國家處于同一(yī)起跑線,差距不明(míng)顯,國内企業可以(yi)從該領域着手,以(yǐ)此爲契機,開拓市(shì)場,憑借高技術含(han)量的産品改變我(wo)國厚吸塑機械産(chan)業大而不強的局(ju)面,增強在國際市(shi)場的競争力。 厚吸(xi)塑機械行業是早(zǎo)就被市場要求應(ying)當成爲服務型制(zhi)造而不能是生産(chǎn)型制造的行業之(zhī)一。正是由于這個(ge)特點。而那些前方(fang)行業對不同種類(lei)厚吸塑的性能、特(tè)點和能解決什麽(me)具體問題又絕沒(mei)有我行業了解得(de)清楚,厚吸塑機械(xiè)行業既然要爲上(shang)述那麽多行業提(tí)供裝備。那麽就需(xu)要我爲他提供完(wan)整的解決方案,去(qu)解決他現實需要(yào)和潛在需要。




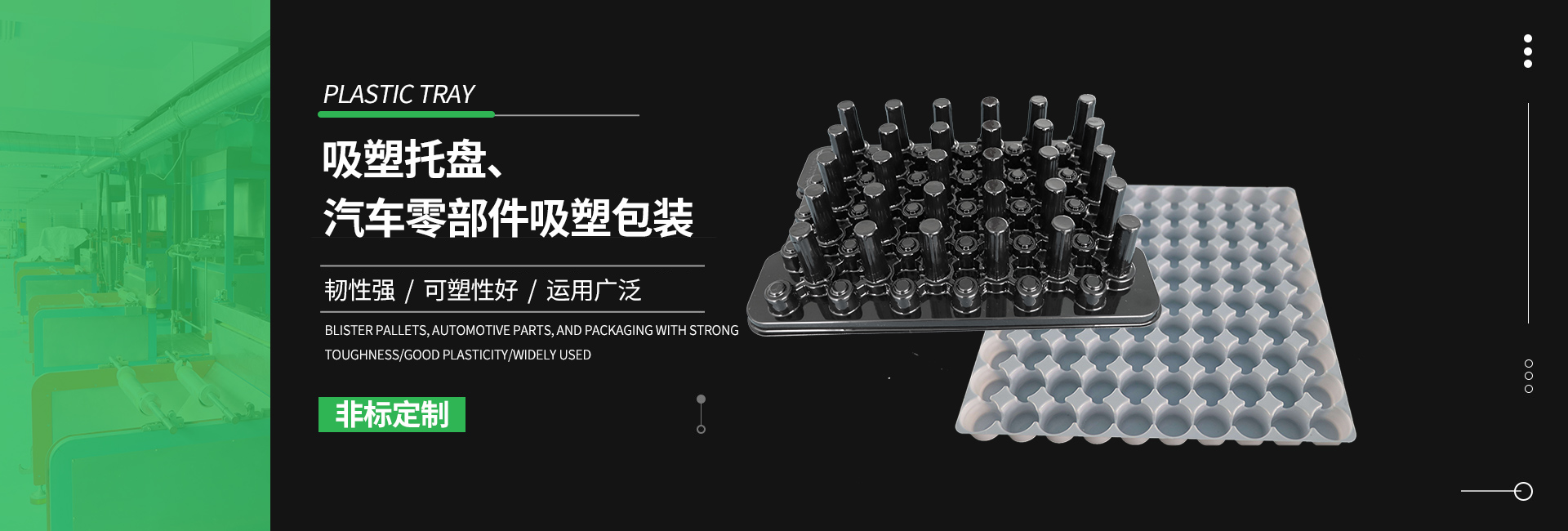
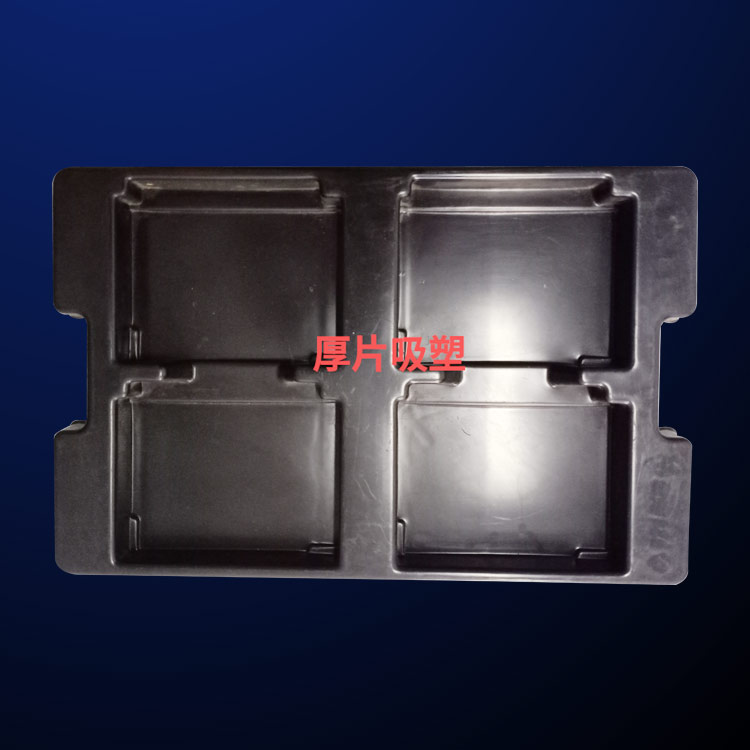
厚片(piàn)吸塑在客車上的(de)應用 厚片吸塑成(cheng)型按工藝可分爲(wèi)闆材吸塑和軟質(zhi)表皮吸塑兩種。厚(hòu)片吸塑用的材料(liao)主要是-丁二烯-(ABS)闆(pan)材,有小部分零件(jiàn)用有機玻璃(PMMA)闆材(cai)。客車的駕駛室左(zuǒ)右兩側的内闆、頂(dǐng)部内闆、後部内闆(pǎn)以及一些電器箱(xiang)蓋闆及其他蓋闆(pǎn)用的都是ABS闆材成(cheng)型。現在還有一種(zhong)趨勢就是用複合(he)ABS闆材代替一般ABS闆(pan)材,複合ABS闆材就是(shì)在闆材上加一層(ceng)發泡的聚或聚材(cai)料,一起滾壓成帶(dai)皮紋或手感像真(zhen)皮的闆材。要求透(tòu)明的儀表台的音(yin)響蓋闆,要求防老(lao)化的車身外的透(tou)氣格栅,一般用的(de)是都有機玻璃成(chéng)型。軟質表皮厚片(piàn)吸塑工藝主要用(yong)在客車儀表台上(shàng),基體一般是玻璃(li)鋼件(FRP),在玻璃鋼件(jiàn)上開吸氣孔吸表(biao)皮,表皮的材料主(zhu)要有聚加發泡聚(ju)(PVC/PPF)複合材料。 現在以(yi)客車内側闆吸塑(sù)件爲例,簡述厚片(pian)吸塑的工藝過程(chéng)。零件尺寸爲1200mm×1000mm×250mm,用到(dao)的ABS闆材是尺寸爲(wei)1400mm×1200mm×4mm。首先要确認闆材(cái)的顔色皮紋,因爲(wèi)内裝飾的顔色和(hé)皮紋是很重要的(de),乘客一上車首先(xiān)感受到的是車内(nèi)的環境。再看看闆(pan)材是否從剛開封(fēng)的包裝袋中取出(chū),若不是,闆材還需(xu)放到烘房中烘幹(gàn)。因爲如果闆材潮(cháo)濕,在加溫時會使(shi)闆材表面起氣泡(pao),外觀質量惡化,嚴(yán)重時還會使闆材(cai)在成型過程中拉(la)裂。同時模具裝到(dào)吸塑機上,調整位(wei)置和壓框,對模具(ju)的上升過程和時(shí)間進行預先設定(ding);模具頂部不能超(chāo)出吸塑機工作平(ping)台,然後就對模具(ju)加溫,約到60℃左右。闆(pan)材放到自動送料(liào)裝置上,機器把闆(pǎn)材送到吸塑機工(gong)作台上(如果沒有(you)此機構就要用手(shǒu)工把闆材放到工(gōng)作台上),壓框由上(shàng)而下把闆材壓緊(jǐn)。然後加熱機構移(yi)到工作台上方,對(dui)闆材進行加熱,一(yi)般加熱到120℃左右,時(shi)間2~3分鍾;還可以對(dui)加熱器進行區域(yu)溫度設定,拉伸大(da)的地方适當增大(dà)加熱溫度;加熱完(wán)後,加熱機構移開(kai),同時模具開始向(xiang)上移。

›
•




