







現下的(de)吸塑托盤行業(yè)仍有較大問題(tí),目前還存在可(kě)優化的方面: (1) 使(shi)用方式落後,不(bu)能完全發揮托(tuo)盤的優點 托盤(pán)本身是爲配合(he)物流而誕生的(de)一種單元化物(wù)流器具,可以說(shuo)托盤是貫穿現(xiàn)代物流系統各(ge)個環節的連接(jie)點。但是在我們(men)實際使用中由(you)于規格不統一(yi),造成托盤不能(neng)在物流作業鏈(lian)中流通使用,僅(jǐn)局限于企業内(nèi)部。 (2)受托盤周轉(zhuan)方式的制約,流(liú)通過程成本過(guò)高 從調研中可(kě)以發現,絕大多(duō)數企業的托盤(pán)都是在企業内(nèi)部周轉,從而使(shi)企業的産品經(jing)過多次人工搬(ban)運裝卸,極大地(dì)降低了工作效(xiào)率,相應增加了(le)産品的流通成(cheng)本,從而降低了(le)産品在市場中(zhong)的競争力。 (3)難以(yi)與國際規格接(jiē)軌 由于目前托(tuo)盤的規格标準(zhun)不統一,使中國(guó)的托盤使用不(bu)能與國際運輸(shu)器具如國際通(tong)用的集裝箱等(děng)相匹配。企業爲(wei)了能适應相關(guān)的國際運輸工(gong)具,不得不向托(tuō)盤生産企業訂(ding)購與該企業周(zhōu)轉使用規格不(bu)一緻的托盤,從(cóng)而增加了企業(yè)的出口成本,降(jiang)低了産品的國(guó)際競争力。
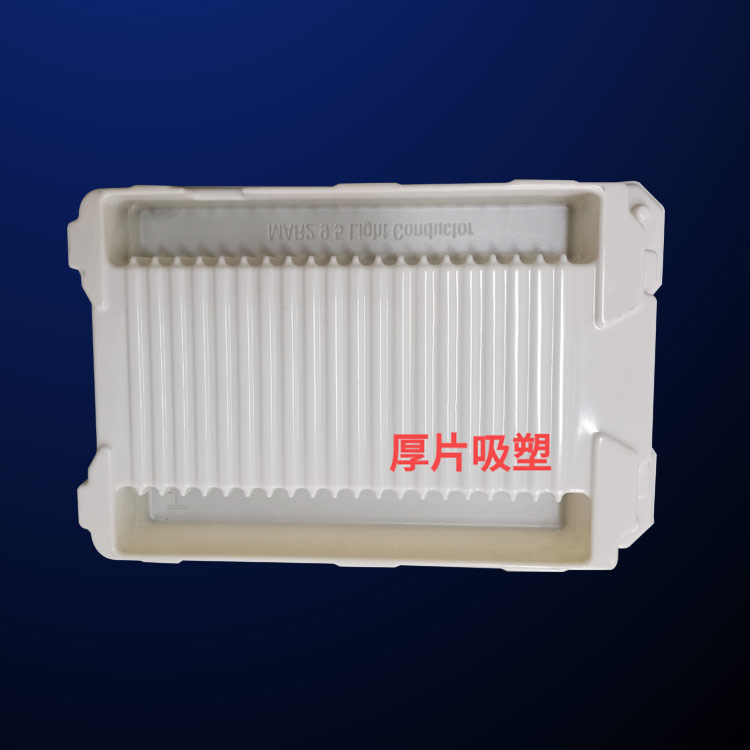




如何(hé)防止厚片吸塑(sù)産品脫模變形(xing) 真空吸塑雖然(ran)是一種新型的(de)技術,但它對各(ge)種塑料制品的(de)成型都有明顯(xian)的作用,而技術(shù)能得以充分發(fa)揮有兩個基本(ben)前提,那就是設(shè)備的選用以及(ji)模具的制作。如(rú)果這兩方面都(dou)可以妥善解決(jué),那實現厚片吸(xi)塑并不是什麽(me)難事,具體要怎(zen)麽來操作? 在進(jìn)行吸塑過程中(zhōng),少不了要用到(dào)各種不同的吸(xi)塑模具,在制作(zuo)模具的時候一(yī)定要注意材質(zhi)方面的問題。另(ling)外一個關鍵在(zai)于脫模,需要在(zai)保證順利脫模(mo)的前提下進行(hang),這樣才能避免(miǎn)對成品的影響(xiang)。隻要這兩方面(miàn)問題得到解決(jue),那麽真空吸塑(sù)就能用來制作(zuo)各種形态的塑(su)料制品。 在吸塑(sù)過程中,若是前(qian)期的處理工作(zuo)沒有做好的話(huà),厚片吸塑産品(pin)在脫模的那一(yi)刻也會導緻有(yǒu)變形的産品,變(biàn)形後的産品品(pin)質勢必會受到(dao)影響。爲了避免(miǎn)類似問題的再(zai)次發生,一定要(yao)對此問題制定(ding)出相應的解決(jue)方案。 爲了防止(zhǐ)吸塑脫模後變(biàn)形,首先要求用(yòng)戶應對冷卻水(shuǐ)的溫度進行檢(jiǎn)查,同時還要對(dui)噴頭的水量進(jin)行調節,符合規(guī)定的範圍。其次(cì),還要調整每個(gè)位置的風向,以(yǐ)便于找到的壓(ya)力進行厚片吸(xī)塑的生産。 在脫(tuō)模的時候,使用(yòng)震動上模的壓(yā)力迫使順利脫(tuo)模;如果能适當(dang)加大底部風量(liàng)的話,對保證吸(xī)塑産品的品質(zhì)也是有幫助的(de)。要是這些還無(wu)法解決問題的(de)話,就隻能重新(xin)制作上模,才能(neng)克服變形的問(wen)題。 根據厚片吸(xī)塑技術的特性(xìng),選擇符合需要(yào)的設備,這樣不(bu)僅能提高産品(pin)的合格率,同時(shí)也能提高生産(chan)效率,降低成本(ben)。根據實際作業(ye)的要求,選擇自(zì)動的或手動的(de)吸塑設備,同時(shí)配以相應的操(cao)作人數,以良好(hǎo)的狀态來進行(háng)大型吸塑作業(ye)。
›
•
•




