
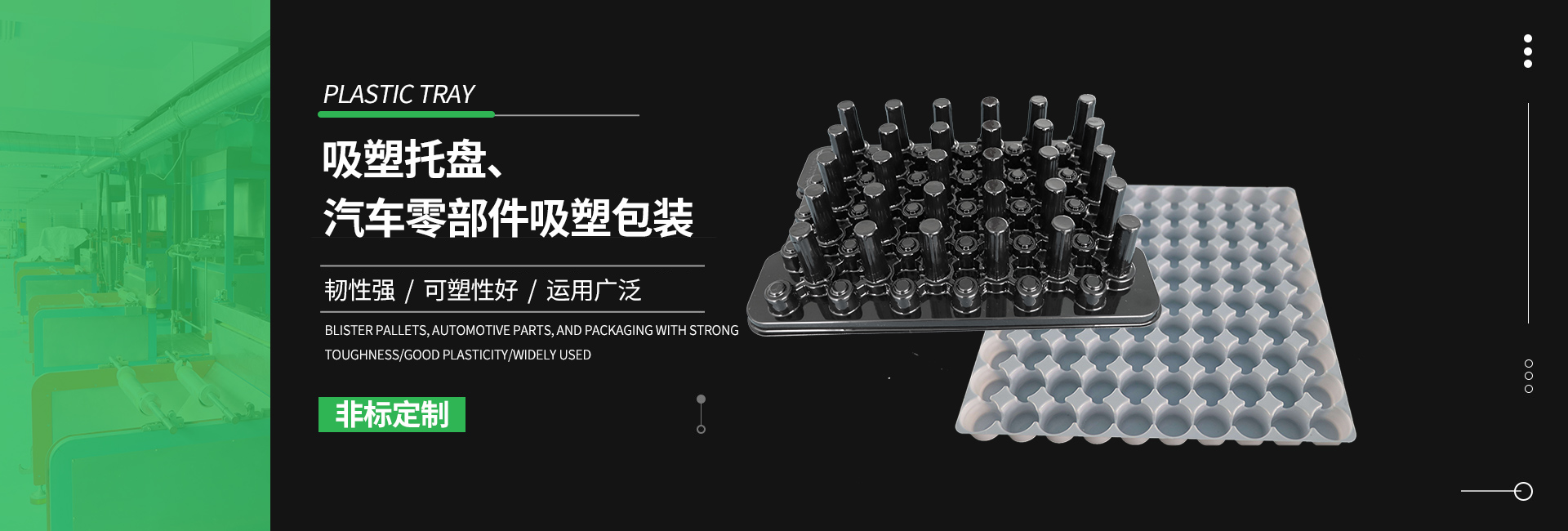







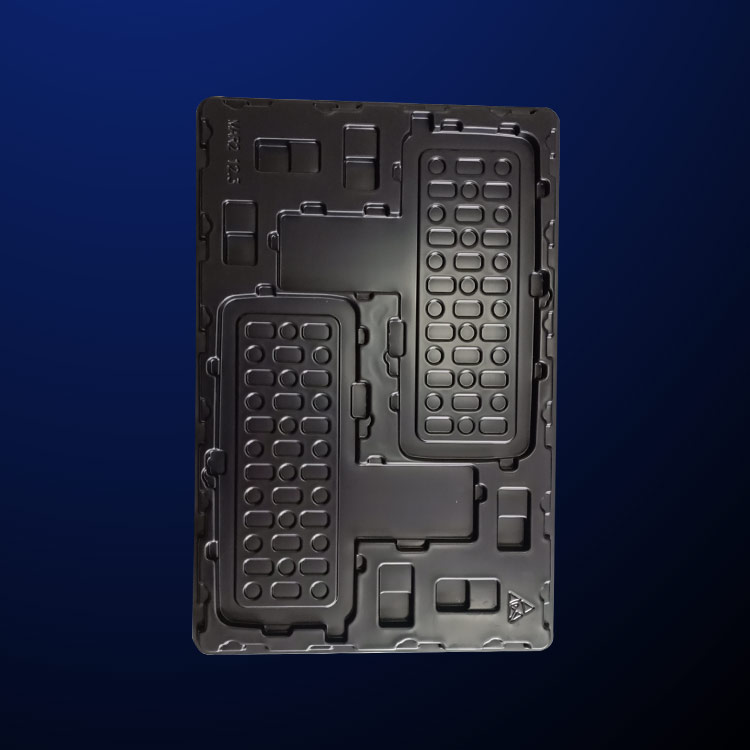
吸塑(sù)包裝可以(yǐ)根據産品(pin)的外觀特(te)點來區分(fèn),主要包括(kuo)吸塑包裝(zhuang)盒、吸塑包(bāo)裝盤、吸塑(su)包裝吸塑(su)和吸塑包(bāo)裝蓋。 因爲(wei)形狀各方(fang)面不同,功(gōng)能也不同(tong),但都有一(yī)個共同的(de)價值,那就(jiu)是可以提(ti)高商品的(de)檔次和價(jia)值。 吸塑包(bāo)裝托盤托(tuō)盤屬于帶(dài)扁槽的包(bāo)裝産品,而(ér)吸塑托盤(pan)一般屬于(yu)外包裝。吸(xi)塑包裝托(tuō)盤包裝的(de)作用是保(bao)護和運輸(shū)裝載的貨(huò)物,這種包(bao)裝也可以(yi)分層使用(yòng),主要用于(yu)電子元器(qi)件、食品、水(shuǐ)果等貨物(wù)。 吸塑包裝(zhuang)是一種外(wai)觀特别的(de)包裝産品(pin)。産品外觀(guan)突出,具有(you)立體感,生(shēng)産出來的(de)是被包裝(zhuang)物品的輪(lun)廓模具。泡(pao)殼包裝主(zhǔ)要用于玩(wan)具、文具、電(dian)子等産品(pin)。使用吸塑(sù)包裝的主(zhu)要優點是(shi)可以體現(xian)商品的特(te)别性。




吸塑(sù)包裝吸塑(sù)性不良原(yuan)因及包裝(zhuāng)材料應用(yong) 吸塑工藝(yì)包括:印刷(shuā)塗布吸塑(sù)油工藝和(he)吸塑熱封(feng)工藝。目前(qian)實現塗布(bu)工藝的方(fang)式有三種(zhǒng):離線塗油(you)機全版塗(tú)油、絲網印(yìn)刷部分塗(tu)油、膠印在(zài)線塗油。離(li)線塗布和(he)吸塑工藝(yi)一般要求(qiú)産品在印(yìn)刷後放置(zhi)至少72小時(shi)。大面積深(shēn)色墨區全(quan)部幹燥後(hòu),表面可塗(tu)吸塑油,放(fàng)置至少24小(xiao)時後可進(jin)行吸塑工(gong)藝。目前接(jie)油的方式(shì)(一般采用(yòng)水基吸塑(su)油)可以縮(suo)短時間,但(dàn)吸塑效果(guo)不好。溢油(yóu)過程的主(zhu)要控制目(mù)标是:溢油(yóu)量适當(一(yi)般爲3-5g/m2左右(you),視材料表(biao)面性質和(he)吸塑油濃(nong)度而定),吸(xī)塑油充分(fen)滲透。 吸塑(sù)包裝塑料(liao)包裝材料(liào)的應用 阻(zǔ)隔性能吸(xi)塑包裝 吸(xi)塑包裝的(de)阻隔性能(neng)取決于對(dui)氣體和水(shui)蒸氣的阻(zǔ)隔性能。通(tōng)常,“阻隔性(xing)塑料聚合(he)物”限于那(nà)些對氧氣(qì)具有阻隔(gé)性能的塑(su)料聚合物(wù)或塑料複(fu)合材料。 食(shí)品包裝由(you)于其熔點(diǎn)高,這些吸(xī)塑包裝不(bu)适合熱封(fēng),價格昂貴(guì),通常用作(zuò)複合膜的(de)阻擋層。 分(fèn)層方法 層(ceng)壓法是用(yòng)粘合劑将(jiang)兩層或多(duo)層不同的(de)吸塑包裝(zhuang)粘合在一(yi)起形成複(fú)合膜吸塑(sù)包裝


›
•
•




