







什(shi)麽叫厚片吸塑 【厚(hòu)片吸塑】是指采用(yòng)機器,以熱塑性塑(su)料片材爲原料,通(tong)過烘箱加熱至軟(ruǎn)化溫度,再通過塑(su)料闆材與吸塑成(chéng)型模具之間的真(zhēn)空負壓作用,使處(chu)于熱塑性狀态的(de)塑料闆材吸附在(zai)吸塑成型模具工(gōng)作面上,再冷卻成(chéng)型的加工工藝。厚(hou)片吸塑機是關鍵(jiàn)工藝設備。厚片吸(xi)塑機一般由闆材(cái)定位系統、吸塑模(mó)具定位系統、框架(jià)系統、加熱系統、冷(lěng)卻系統以及電氣(qì)控制系統組成。 什(shi)麽叫厚片吸塑_厚(hou)片吸塑工藝 厚片(pian)吸塑工藝流程 一(yī)般,我們的厚片吸(xī)塑的生産工藝是(shi)從模具的制作和(he)加工開始的。 首先(xiān),根據客戶的要求(qiú)和樣品規格制作(zuo)好吸塑模具。一般(bān)的條件下,我們會(huì)選用石膏模打樣(yang),待客戶确定樣品(pǐn)和工藝後,後面我(wǒ)們可以選用木模(mó)、銅模或鋁模作模(mó)具。 以石膏模具爲(wei)例,将大型吸塑過(guo)程中要用到的石(shí)膏模具制作好後(hou),先讓其自然幹燥(zao)完全或是烘幹,然(ran)後根據産品表面(mian)凸凹具體情況,用(yong)1-2毫米的鑽花在不(bu)影響産品包裝模(mó)樣的低凹處鑽許(xu)多小孔。 如果是包(bao)裝盒之類産品還(hái)需要在四周邊上(shàng)鑽一些小孔,以便(biàn)吸塑生産時,能将(jiāng)空氣抽出,模具鑽(zuan)好孔後,還得将石(shi)膏模具進行加硬(yìng)處理,加硬處理方(fang)法是用濃明礬飽(bǎo)和液浸泡後晾幹(gan)。 等到大型吸塑模(mó)具處理幹燥完全(quan)後,将模具裝入真(zhen)空室上層鐵闆上(shàng);然後根據模具大(da)小,将塑料片載成(chéng)适用規格尺寸;将(jiang)此片材放入加熱(re)木櫃内,使其完全(quán)固定好,再将木櫃(gui)連同塑料片材置(zhi)恒溫爐上進行軟(ruan)化處理。 大型吸塑(sù)的時候,需要将軟(ruan)化處理好的塑料(liao)片連同木櫃一同(tong)置于真空室中,開(kāi)動吸氣開關使得(dé)真空室内空氣被(bei)吸抽幹淨;待塑料(liào)片冷卻後,就可以(yi)得到與模具相同(tong)的凹型包裝或工(gōng)藝模具。





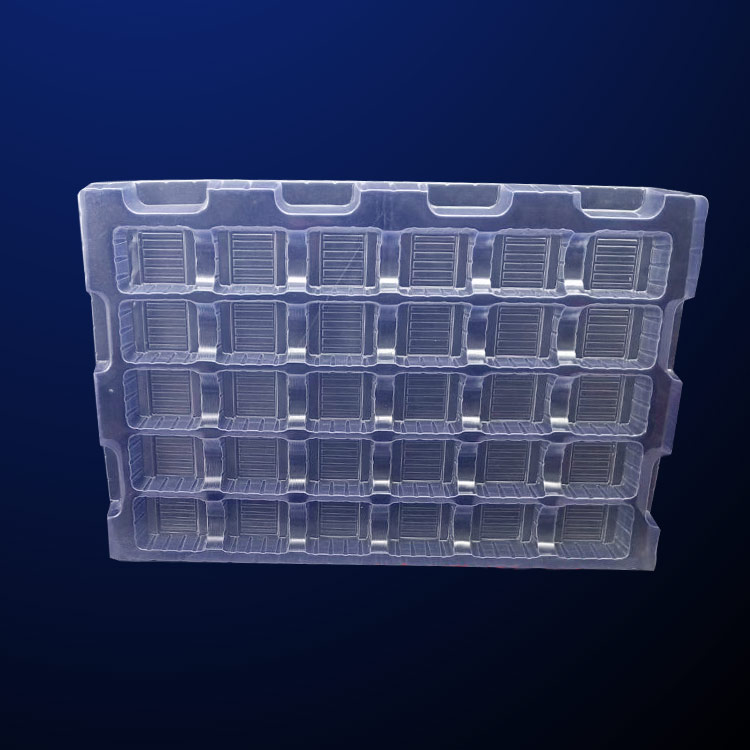
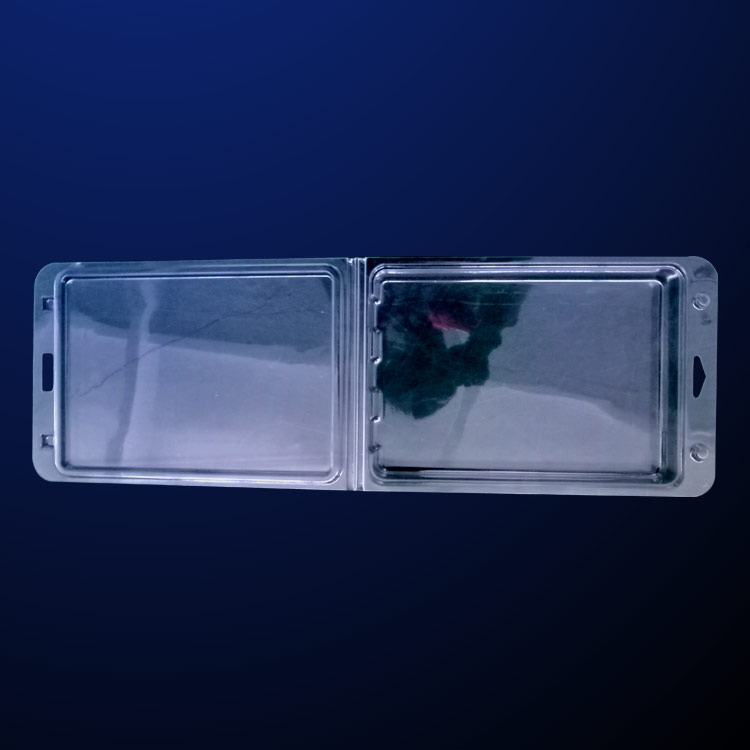
厚片吸塑(sù)托盤的優點與缺(que)點 厚片吸塑吸塑(su)托盤也叫塑料内(nei)托,采用吸塑工藝(yi)将塑料硬片制成(chéng)特定凹槽的塑料(liao),将産品置于凹槽(cao)内,起到保護和美(mei)化産品的作用,也(ye)有運輸型的托盤(pán)包裝,托盤使用較(jiao)多都是以方便爲(wei)主。 (1)雙層吸塑托盤(pán)由自帶鎖扣的頂(dǐng)蓋和底托以及能(néng)折疊的圍闆組成(chéng)一套完整的組合(he)式塑料托盤,頂蓋(gai)和底托使用HDPE制成(chéng)。采用雙層一次性(xing)厚片吸塑工藝成(chéng)型。中間圍闆可選(xuan)用PP(聚樹脂)塑料中(zhōng)空闆或七層瓦楞(lèng)紙闆做成可折疊(die)的圍闆。 (2)全系設計(ji)往複循環使用,頂(dǐng)蓋和底托可循環(huan)使用長達十年之(zhī)久。塑料圍闆和瓦(wǎ)楞紙圍闆也可循(xun)環使用多次再更(geng)換,這樣設計可大(dà)大降低客戶的物(wù)流運營及倉儲成(cheng)本。 (3)托盤中圍闆均(jun1)設計成可折疊,頂(dǐng)蓋和底托可嵌入(rù)或疊放,與傳統包(bāo)裝相比可節省50%的(de)倉儲空間。 (4)厚片吸(xī)塑頂蓋和底托均(jun1)采用兩張ABS闆材一(yi)次性吸塑成型,堅(jiān)固耐用! (5)厚片吸塑(sù)托盤的組裝或拆(chāi)卸極其方便,無需(xū)借助如何工具,一(yi)人即可在數分鍾(zhong)内就能完成拆或(huo)裝。頂蓋和底托各(ge)設計有四個快速(su)鎖扣,可以扣住圍(wei)闆,因此無需再捆(kun)包,節約了捆包材(cai)料及人工費用。生(shēng)産的吸塑産品廣(guǎng)泛應用于電子、玩(wán)具、五金、、食品、文具(ju)等之包裝有途,以(yǐ)上産品可根據客(kè)戶不同要求,提供(gong)PET、PP、PS、PVC、導電、抗靜電、植絨(rong)等片材制作的各(ge)類托盤。一般透明(ming)吸塑托盤在包裝(zhuang)中較爲常用,其它(tā)顔色可根據個性(xing)化的需要自行選(xuan)擇。
›
•




