





亞克力(PMMA)是近年來(lai)從國外引進的一(yi)種新型戶外媒體(tǐ),作爲廣告界前衛(wèi)的宣傳産品,三維(wei)立體感強、色彩豐(fēng)富,造價低廉,已被(bèi)廣大客戶所青睐(lai),它的應用及發展(zhan)速度很快。 主要應(yīng)用于: 1、建築類,如:櫥(chú)窗、隔音門牆、采光(guang)罩、太陽能采集器(qi)、電話亭。 2、廣告展示(shi)類,如:燈箱、招牌、指(zhi)示牌、展示架,球型(xing)罩,指路牌。 3、工業産(chan)品,如:儀器儀表的(de)面闆,機器護罩、流(liú)量計、汽車尾燈外(wai)殼。 4、照明類,如:日光(guang)燈罩,環境淨化設(she)備用的各種形狀(zhuàng)燈罩。 5、民用類, 如:衛(wei)浴設備、化妝台、相(xiang)框、物品架、禮品、紀(ji)念品、涼椅坐背,糖(tang)果盒,資料架,食品(pin)罩、水族箱。 6、類,如嬰(yīng)兒保育箱、試劑盒(hé),恒溫罩,操作櫃。 7、特(tè)殊用途類,如:飛機(jī)、遊艇及汽車的窗(chuāng)戶及擋風鏡、潛水(shuǐ)艇及戰壕用潛望(wang)鏡等。
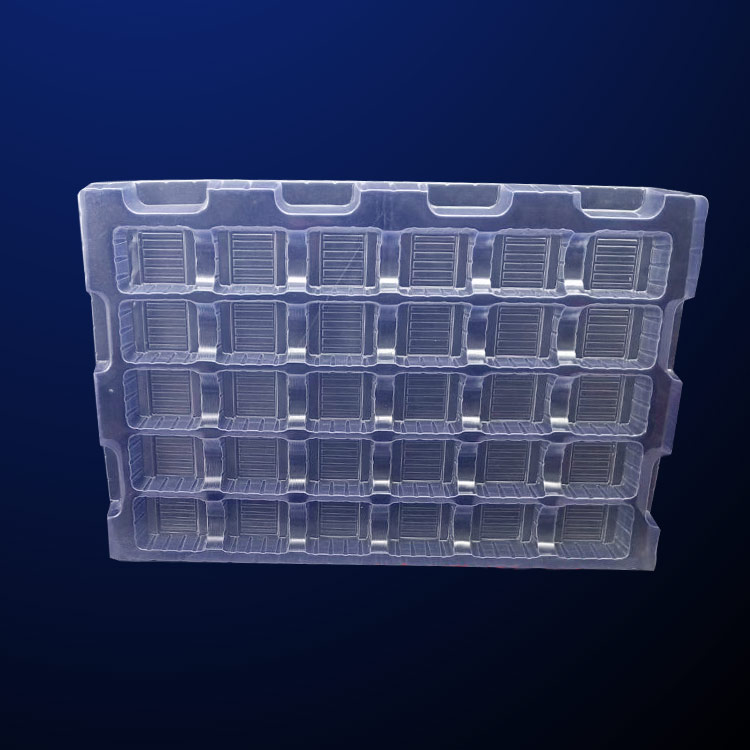




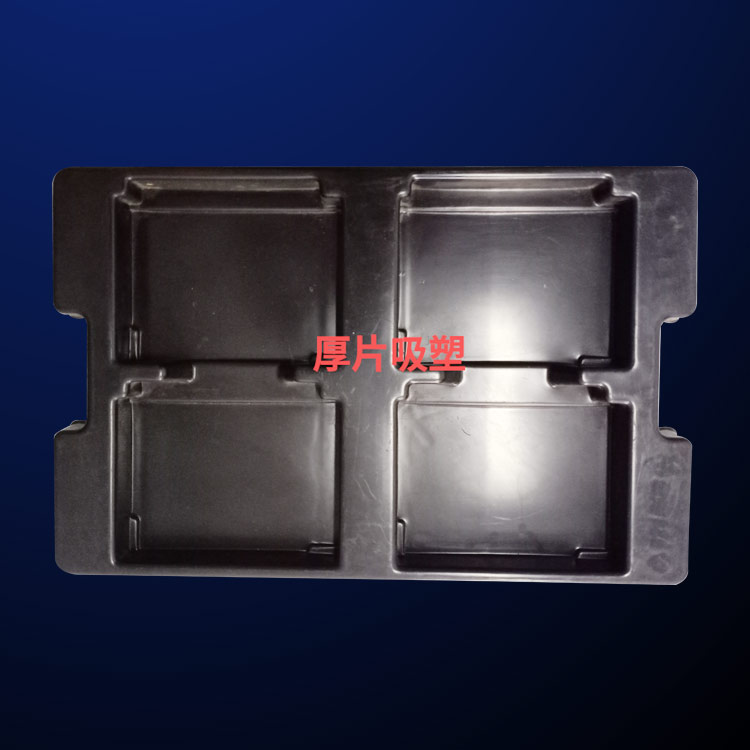
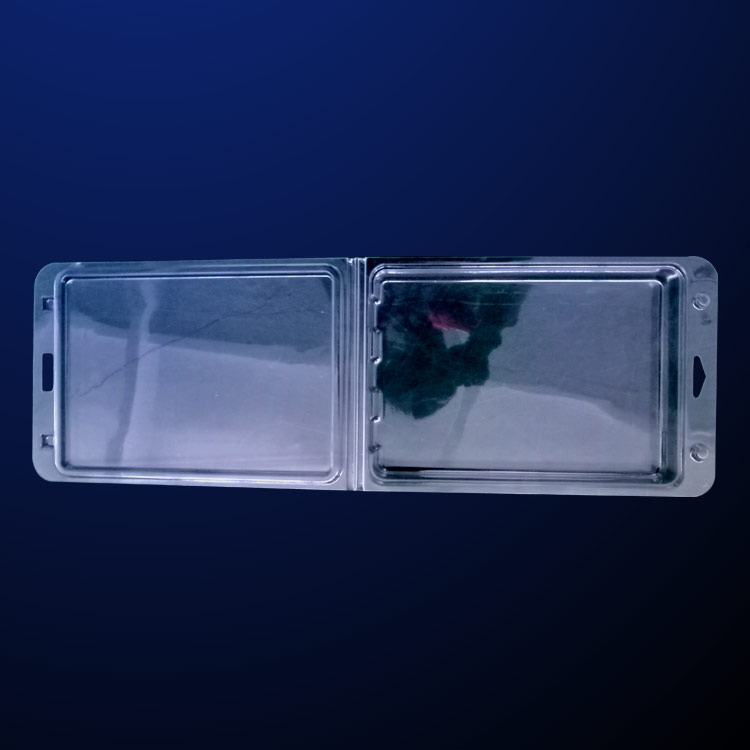
厚片吸塑托(tuo)盤好處多多 一、厚(hòu)片吸塑托盤适用(yòng)哪些行業 厚片吸(xi)塑托盤适應于化(huà)工、石化、食品、水産(chǎn)品、、飼料、制衣、制鞋(xié)、電子、電器、港口、碼(mǎ)頭、餐飲、生物、機械(xiè)五金、汽車制造、石(shi)油化工、立體倉儲(chǔ)、物流運輸、倉庫搬(bān)運、儲存貨架,汽車(che)配件、啤酒飲料、電(diàn)子電器紡織印染(ran)、印刷包裝、物流中(zhōng)心等各行業。 二、厚(hòu)片吸塑托盤有哪(nǎ)些好處 1、厚片吸塑(su)托盤四面可進叉(cha),操作方便; 2、厚片吸(xi)塑托盤使用壽命(mìng)長,且可循壞再用(yòng); 3、方便叉車、液壓托(tuo)盤車等搬運工具(jù)作業; 4、厚片吸塑托(tuo)盤适合各類卡車(che)運輸,方便物料的(de)集裝化、單元化運(yun)輸; 5、厚片吸塑托盤(pán)配合防滑橡膠,保(bao)證物料在搬運和(he)運輸過程中不會(hui)滑落; 6、厚片吸塑托(tuō)盤既适合在倉庫(ku)中互相堆垛,又适(shì)合在各類貨架上(shàng)使用; 7、厚片吸塑托(tuō)盤使用安全、衛生(sheng)、防蟲防蛀,無需修(xiu)理。 三、厚片吸塑托(tuo)盤給企業處 1、使用(yong)可循環塑料托盤(pan)比購買一次性木(mù)托盤成本降低約(yuē)10~15%; 2、厚片吸塑托盤解(jiě)決了使用木托盤(pan)時質量問題; 3、使用(yòng)厚片吸塑托盤可(ke)提高産品安全性(xing); 4、采用包裝物循環(huán)模式提高企業環(huan)保形象和社會責(zé)任感。