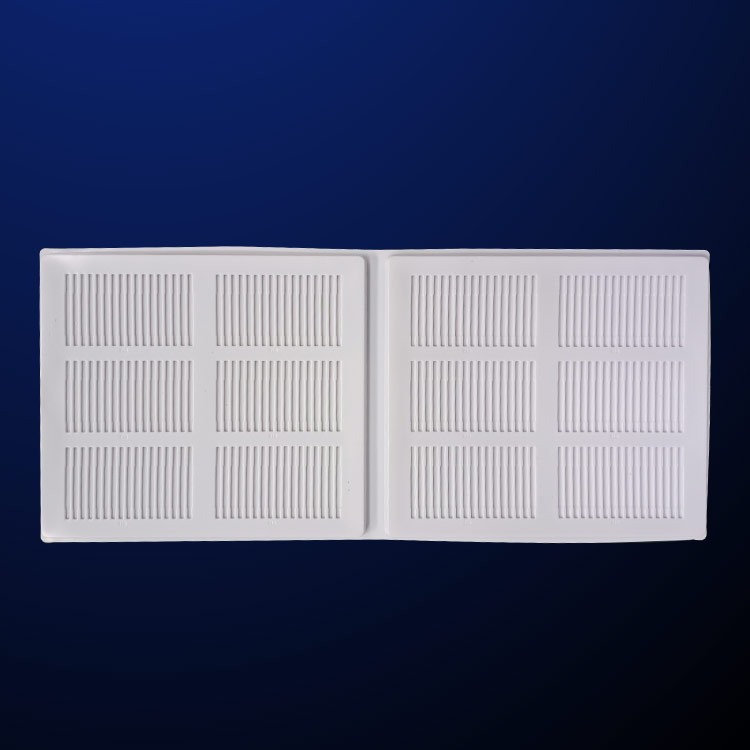







厚吸塑(sù)原理,選(xuan)擇厚片(pian)吸塑有(yǒu)什麽特(tè)點 厚吸(xi)塑是指(zhi)所用的(de)原材料(liao)厚度超(chāo)過2mm,無法(fa)在全自(zi)動機器(qi)上吸塑(su)成型,必(bi)須采用(yong)厚闆材(cai)的半自(zi)動吸塑(su)成型機(jī)加工生(sheng)産,厚吸(xī)塑制品(pin)一般具(jù)有面積(ji)大,高度(dù)大,材料(liào)厚的特(te)點。 厚片(pian)吸塑的(de)原理:是(shì)将定位(wei)好的闆(pan)材在烘(hong)箱中加(jia)熱,達到(dao)軟化的(de)狀态,并(bìng)通過吸(xi)塑模具(ju),和吸塑(su)模具周(zhou)邊形成(chéng)密閉空(kong)間而将(jiāng)模腔内(nèi)空氣瞬(shun)間抽走(zou),将闆材(cai)緊緊貼(tie)覆在模(mo)具表面(miàn),冷卻定(dìng)型而取(qu)得制品(pin)的工藝(yi)過程。 厚(hòu)片吸塑(su)的特點(dian): 1、定制—能(néng)夠滿足(zú)多種行(hang)業的需(xū)求; 2、節省(shěng)空間—在(zài)進行包(bāo)裝的時(shi)候,産品(pin)可以堆(duī)疊,有效(xiao)合理利(lì)用空間(jian); 3、節省費(fei)用—包材(cai)周轉使(shǐ)用提供(gong)質保1年(nián)以上,模(mó)具費不(bu)到注塑(su)模的1/10,産(chǎn)品價低(di),可少量(liàng); 4、節省時(shi)間—設計(ji)到産品(pǐn)僅需注(zhu)塑工藝(yi)的1/3時間(jian); 5、高承重(zhòng)—片材10mm厚(hòu)約可承(chéng)重3噸; 6、尺(chi)寸可控(kong)—根據需(xu)要随時(shí)可以調(diào)整大小(xiǎo); 7、防錯設(she)計與防(fang)靜電—色(sè)彩條、箭(jian)頭、印刷(shua)燙金防(fang)錯,片材(cái)還可防(fáng)止産品(pin)之間的(de)靜電; 8、清(qīng)潔衛生(shēng)—可設計(ji)添加片(piàn)材上下(xià)蓋,避免(mian)産品與(yǔ)外界接(jiē)觸。




采用(yòng)全自動(dòng)高速吸(xi)塑成型(xíng)機生産(chan),其基本(ben)原理是(shi):将成卷(juàn)的片材(cai)拉進電(diàn)爐烘箱(xiāng)内加熱(re)至軟化(hua)狀态,乘(chéng)熱再拉(la)到吸塑(sù)模具上(shàng)方,模具(ju)上移并(bìng)抽真空(kōng),将軟化(hua)的片材(cai)吸附到(dào)模具表(biǎo)面,同時(shi)将冷卻(que)水以霧(wu)狀噴于(yu)成型片(piàn)材表面(mian),使其硬(yìng)化,成型(xing)的片材(cai)再自動(dong)被拉至(zhi)貯料箱(xiāng),氣動裁(cái)刀将成(cheng)型與未(wèi)成型片(pian)材分離(lí),從而完(wan)成全部(bù)過程。吸(xi)塑産品(pǐn)出現的(de)主要質(zhi)量問題(tí)大多在(zài)此過程(cheng)發生: a.吸(xi)塑不到(dào)位,是指(zhi)形狀變(bian)形,沒有(you)吸塑成(cheng)與模具(jù)相同形(xing)狀的産(chan)品; b.吸塑(sù)過度,是(shi)指産品(pin)過薄; c.拉(lā)線,是指(zhi)成型産(chǎn)品上出(chu)現不應(yīng)有的線(xiàn)痕; d.厚薄(báo)不均。這(zhe)些問題(tí)都需要(yao)在上好(hao)模具後(hou),調試到(dao)位,包括(kuò):片材前(qian)進的時(shi)間、加熱(re)的溫度(du)和時間(jiān)、抽真空(kōng)的強度(dù)和時間(jiān)、上模下(xià)落的位(wei)置、時間(jian)和深度(dù)、拼版中(zhōng)模具的(de)擺放位(wei)置、模具(ju)間是否(fǒu)加附件(jian)等等。