
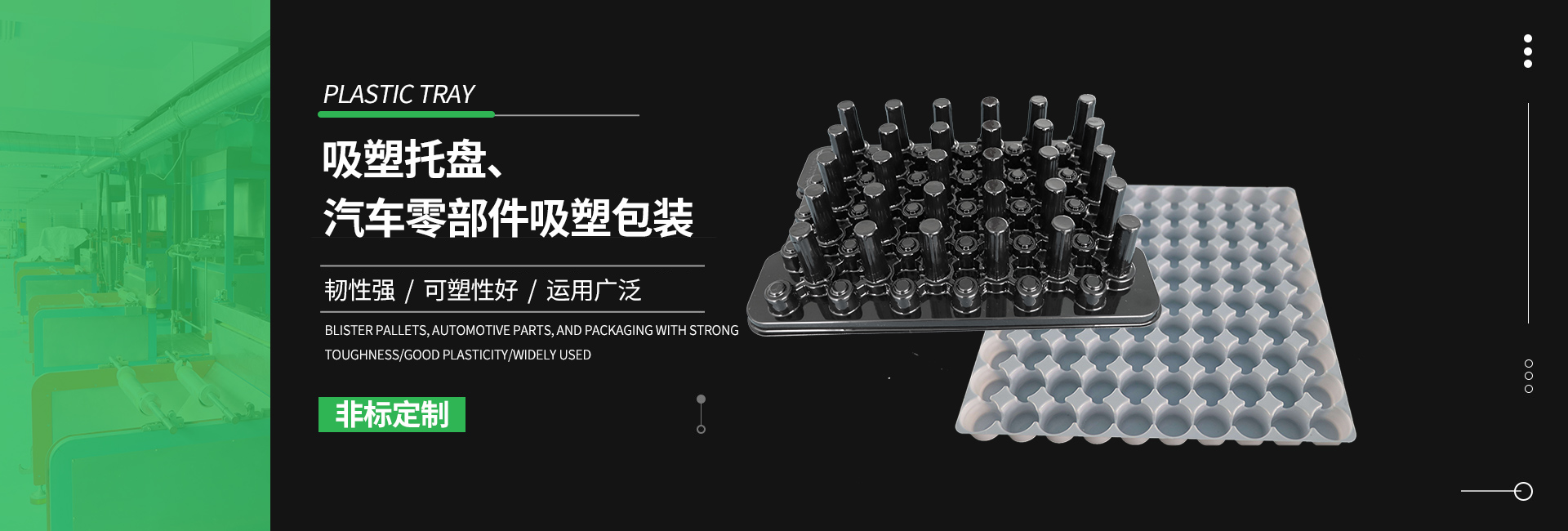







氟塑料吸塑(sù)包裝自吸是指(zhi)啓動時吸入管(guǎn)内沒有注滿水(shui),具有自動排出(chu)吸入管内氣體(ti)的功能,短時間(jiān)運行後進入正(zheng)常運行。 1.吸塑包(bāo)裝儲液容積和(hé)儲液高度的确(que)定; 儲液容積是(shi)指泵停止後泵(bèng)體能夠儲存液(yè)體的容積,即泵(beng)體在泵吸入口(kǒu)低點以下的容(rong)積,主要是擠壓(yā)室和氣液分離(lí)室的一部分。 儲(chǔ)液量不應小于(yú)泵的設計流量(liang)的一半(以秒爲(wèi)單位)(例如,如果(guo)泵的設計流量(liàng)不小于,則儲液(ye)量太小(即泵中(zhōng)儲存的液體太(tai)少),這使得自吸(xi)時間增加,甚至(zhì)不能自吸;過度(dù)使用會使泵變(biàn)重。除了足夠的(de)儲液量外,還須(xū)有一些的儲液(ye)高度。貯液高度(dù)是從泵吸入低(di)點到葉輪中心(xin)的高度,通常取(qu)約等于葉輪半(ban)徑。 2.氣液分離室(shi)容積和泵體出(chū)口高度的确定(dìng): 氣液分離是指(zhi)泵體除擠壓腔(qiang)外的部分。體積(ji)越大,氣液分離(li)效果越好,分離(li)越快。但是,當氣(qì)液分離室的容(róng)積大到某些程(cheng)度時,增大它的(de)效果并不顯著(zhe),反側會使泵體(ti)體積變大,所以(yi)氣液分離室有(yǒu)一個有容積值(zhí),根據現有經驗(yàn),它等于或略大(dà)于儲液容積。 3.擠(jǐ)壓腔舌和葉輪(lun)之間間隙的确(què)定; 對于自吸離(li)心泵,隔膜與葉(yè)輪之間的間隙(xì)對自吸性能影(yǐng)響很大。上擠壓(ya)室中隔膜和葉(yè)輪之間的間隙(xi)越小,自吸時間(jiān)越短。這個間隙(xi)通常是通過外(wai)部混合獲得的(de);内部混合服用(yong)。如果設計爲雙(shuang)渦室,通常可以(yi)按照确定離心(xīn)泵擠壓室舌片(piàn)與葉輪間隙的(de)一般方法來确(què)定下擠壓室舌(she)片與葉輪的間(jiān)隙。
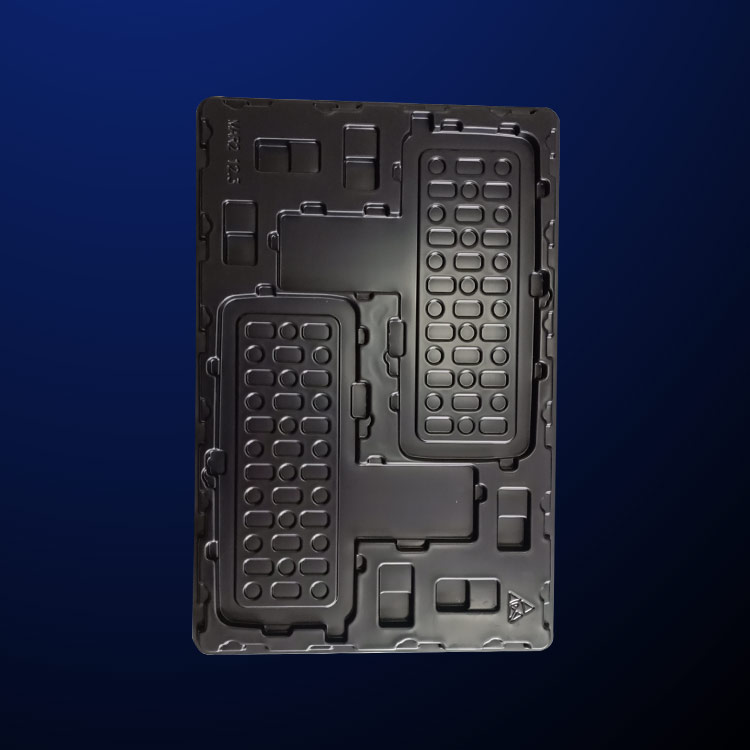




吸塑包裝厚(hou)度不均原因及(jí)注意事項 雙吸(xi)塑包裝是指紙(zhǐ)卡和産品用兩(liǎng)個吸塑包裝在(zài)一起的包裝形(xing)式。其特點是需(xū)要高頻機對雙(shuāng)泡殼邊緣進行(háng)封口,效率低,包(bāo)裝成本高,但邊(bian)緣整齊美觀,産(chǎn)品外觀gaodang。吸卡包(bao)裝是指用吸塑(sù)油将紙卡表面(mian)的吸塑熱封,這(zhè)是超市電池包(bao)裝中常用的方(fāng)法。其特點是需(xu)要吸塑密封設(she)備将産品密封(feng)在紙卡和泡殼(ké)之間。 爲什麽吸(xi)塑包裝厚度不(bu)均勻厚度不均(jun1)勻常見的原因(yīn)有三種:貨架、闆(pan)材、溫度等。 1.如果(guo)吸塑包裝盒的(de)貨架位置調整(zhěng)不吸塑包裝當(dang),如果放錯位置(zhi)或放置不合理(li),厚度會不均勻(yún),所以對師傅來(lái)說,調整吸塑包(bāo)裝的貨架位置(zhì)非常重要。解決(jue)辦法是根據實(shi)際情況調整貨(huò)架位置。 2.不合适(shì)的闆材厚度也(yě)會影響吸塑成(chéng)品包裝的厚度(dù),如果吸塑成品(pin)包裝的厚度因(yīn)闆材質量原因(yīn)不均勻,需要與(yǔ)供應商協商增(zēng)加闆材厚度。 3.後(hòu)期溫度的調整(zheng)也有關系。不同(tong)的模具和材料(liào)會導緻不同的(de)溫度,這需要有(you)經驗的師傅來(lái)調節溫度,使之(zhi)适合闆材和模(mo)具。

›
›
•




