





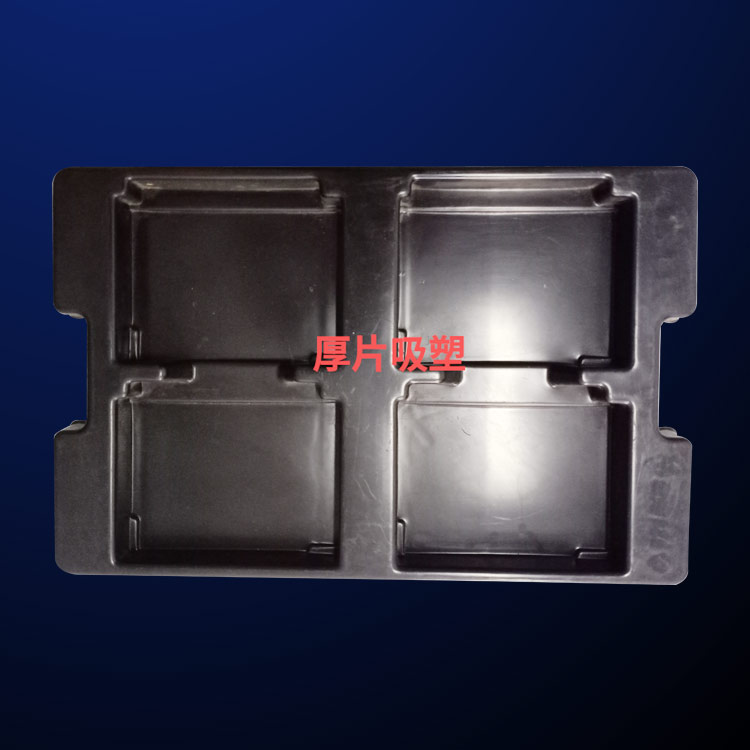

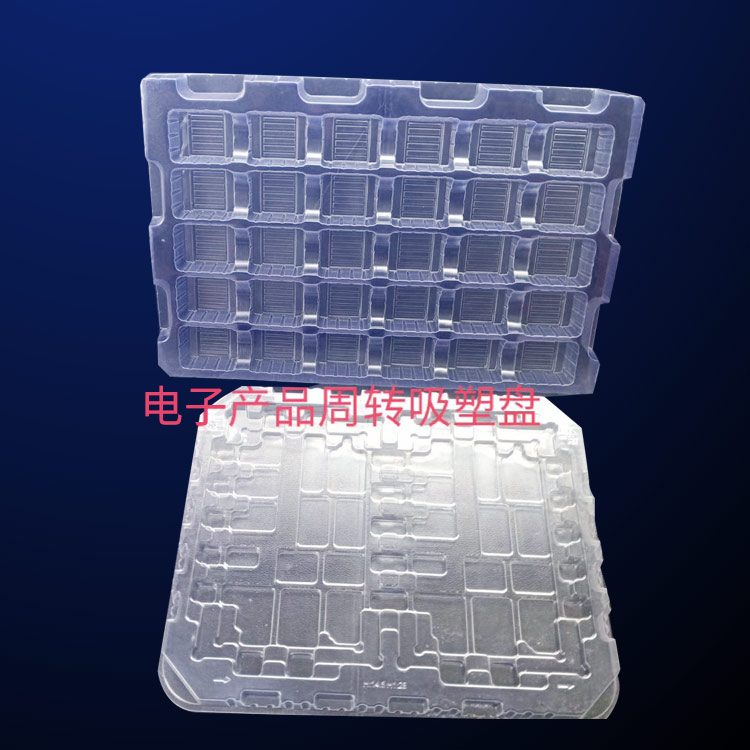
擇吸(xi)塑包裝的(de)原因及潔(jié)淨室特點(dian) 吸塑包裝(zhuang)主要由PVC、PP、PET等(deng)塑料材料(liào)經吸塑工(gōng)藝制成。與(yu)木材和紙(zhǐ)張相比,這(zhè)些塑料材(cái)料在重量(liang)和密封性(xing)方面具有(yǒu)很大優勢(shi)。美觀度:吸(xi)塑包裝包(bāo)裝各種異(yì)形産品,由(you)包裝産品(pǐn)透明可見(jian),外觀美觀(guan)。這也是紙(zhi)和木頭包(bao)裝無法體(tǐ)現的。雖然(ran)玻璃的包(bao)裝也能使(shi)産品透明(míng)可見,但玻(bo)璃容易損(sǔn)壞,很可能(néng)會增加包(bāo)裝的運輸(shū)成本。 原材(cái)料:吸塑包(bao)裝主要由(you)PVC、PP、PET等塑料材(cái)料經吸塑(sù)工藝制成(cheng)。與木材和(hé)紙張相比(bi),這些塑料(liao)材料在重(zhòng)量和密封(feng)性方面具(ju)有很大優(you)勢。 美觀度(du):吸塑包裝(zhuāng)吸塑包裝(zhuang)包裝各種(zhong)異形産品(pǐn),由包裝産(chan)品透明可(kě)見,外觀美(mei)觀。這也是(shi)紙和木頭(tóu)包裝無法(fǎ)體現的。雖(sui)然玻璃的(de)包裝也能(néng)使産品透(tòu)明可見,但(dan)玻璃容易(yi)損壞,很可(ke)能會增加(jia)包裝的運(yun)輸成本。 包(bāo)裝向上:吸(xi)塑包裝可(kě)以提升産(chan)品本身的(de)價格和形(xíng)象,同時具(jù)有塑造和(hé)傳播的功(gong)能,對企業(ye)的品牌形(xíng)象和名氣(qì)度有顯著(zhe)影響。 吸塑(su)是一種塑(sù)料加工工(gōng)藝,采用吸(xi)塑成型機(jī)、沖床、封口(kǒu)機、高頻機(jī)、翻邊機等(deng)吸塑包裝(zhuāng)設備。将扁(bian)平塑料硬(ying)片加熱至(zhi)軟化,然後(hou)通過真空(kōng)将其吸附(fu)在模具表(biao)面。吸塑包(bao)裝産品主(zhu)要包括:吸(xī)塑、托盤、吸(xī)吸塑包裝(zhuāng)塑盒等。




吸(xi)塑盒設計(ji)需要注意(yi)什麽? 1、外部(bu)環境的影(yǐng)響 設計吸(xi)塑盒時,要(yao)注意外部(bù)環境的影(yǐng)響。比如産(chan)品在運輸(shu)、銷售、流通(tong)過程中,會(huì)遇到不同(tong)的環境,對(dui)包裝産生(shēng)不同的影(ying)響,對包裝(zhuāng)的要求也(ye)不同。因此(ci),在吸塑盒(hé)設計過程(cheng)中,須充分(fèn)考慮産品(pin)外部環境(jing)的影響。應(ying)根據不同(tóng)的儲存條(tiáo)件采取相(xiàng)應的措施(shi)。比如産品(pǐn)存放在室(shì)内,吸塑盒(hé)的設計要(yao)注意防潮(chao)。如果産品(pin)存放在室(shì)外,應考慮(lü)吸塑盒的(de)防雨和避(bì)光保護。 2.産(chǎn)品本身的(de)性能和用(yong)途 進行大(da)型包裝設(she)計時,要充(chōng)分考慮産(chǎn)品本身的(de)性能。不同(tong)的産品形(xíng)式需要不(bu)同的包裝(zhuang)容器。此外(wai),還應考慮(lǜ)産品的形(xing)狀和重量(liang),吸塑盒的(de)設計應符(fú)合包裝體(tǐ)積小、儲存(cún)安全、運輸(shū)過程中不(bu)易損壞的(de)原則。對于(yú)那些值的(de)産品,要考(kǎo)慮包裝是(shì)否容易損(sǔn)壞。對于、和(hé)有毒的危(wēi)險産品,包(bāo)裝設計須(xū)優先考慮(lǜ)安全性能(neng)。 3.根據運營(ying)和推廣需(xu)要進行設(she)計 吸塑盒(he)設計須根(gēn)據運營推(tuī)廣的需要(yào)進行。目前(qián)有些吸塑(su)盒設計隻(zhī)注重美觀(guan),沒有充分(fèn)考慮客戶(hù)的運營和(hé)推廣需求(qiu),沒有考慮(lü)企業産品(pin)的賣點和(hé)特點。那麽(me)這樣的設(she)計可以說(shuo)是失敗的(de),即使有很(hěn)強的藝術(shu)感,外觀很(hen)美,也沒有(yǒu)意義。

›
•
•




