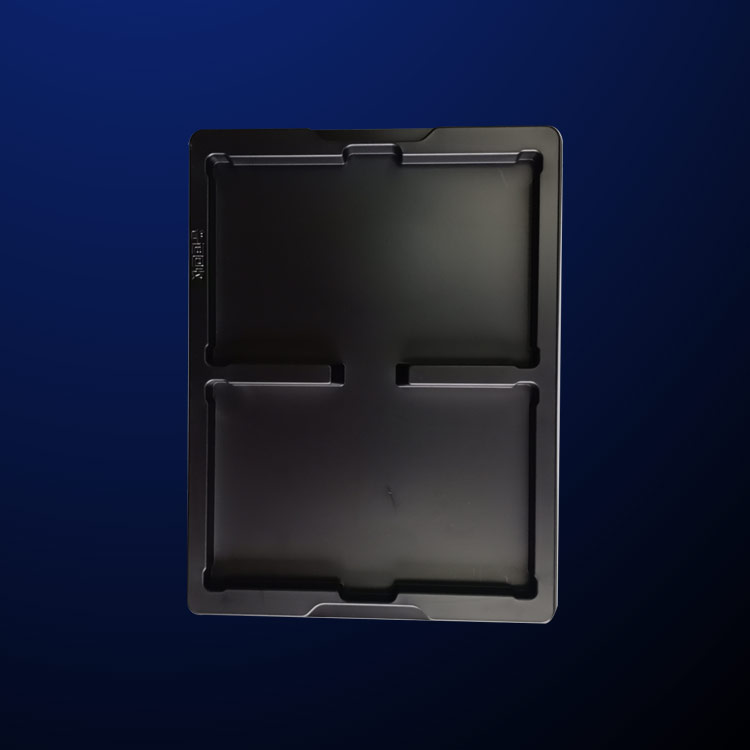






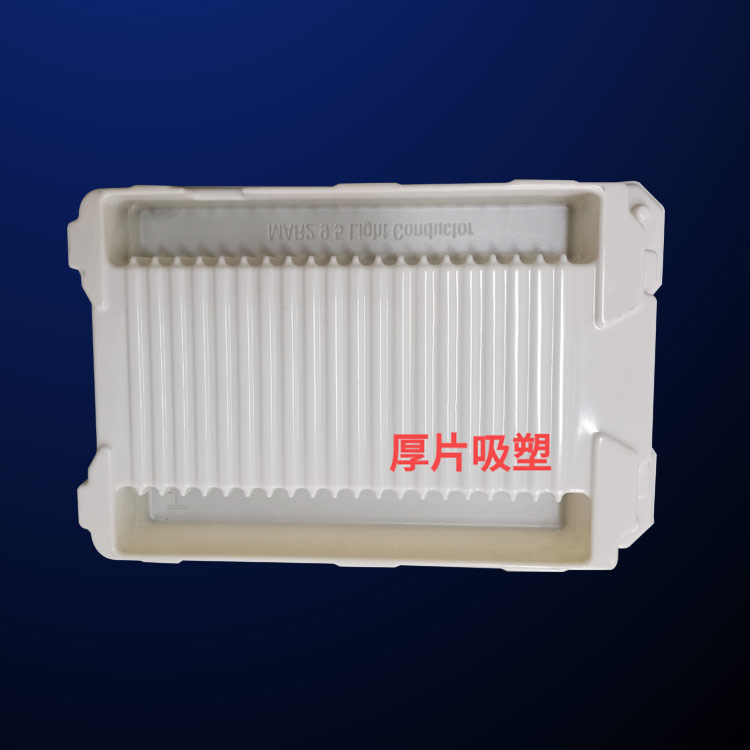
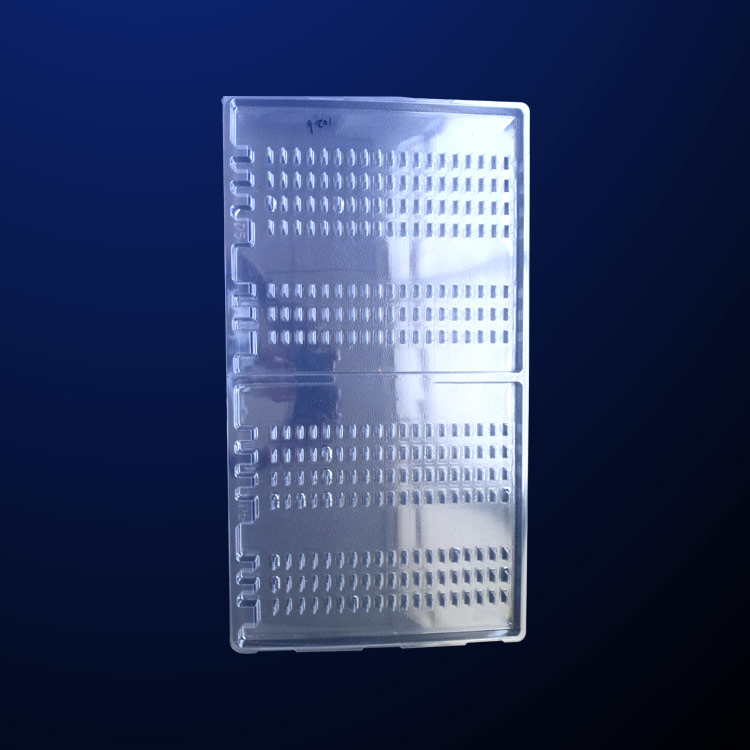
吸塑包裝 是(shì)将PVC、PS、PET等樹脂片在吸(xī)塑成形機中經過(guò)加熱、真空成形、冷(leng)卻等過程,使之按(àn)照模具的形狀成(chéng)形,然後在沖床上(shang)用刀模沖壓成單(dān)個産品,再經過折(she)邊、沖孔等工藝制(zhi)成的包裝産品。這(zhè)種包裝産品具有(yǒu)材料便宜、工藝簡(jian)單、投入少、利潤可(kě)觀的特點,适合包(bāo)裝小型日用品、小(xiǎo)電器、玩具等商品(pin),不适合對緩沖性(xing)要求高、産品較重(zhòng)的産品進行包裝(zhuang)。
吸塑産品的主要(yào)生産工藝包括起(qǐ)模、拉片、沖床、折邊(bian)、沖孔、包裝等,以下(xià)就分别來介紹。
1.起(qi)模
當客戶确認樣(yang)品後,由打樣用的(de)石膏模作爲母模(mó),電鍍銅後,按照一(yi)定的數量和位置(zhì)制成生産用的模(mó)即爲起模。常規的(de)模分三種:石膏模(mó)、銅模、鋁模。其中石(shi)膏模主要用于打(dǎ)樣,一般不能做批(pi)量生産使用,其制(zhi)作時間一般爲24小(xiǎo)時。銅模爲石膏模(mo)電鍍一層銅,強度(du)和耐磨性增強,成(cheng)本不高,爲生産常(cháng)用的模,一般制作(zuò)周期爲100小時,少爲(wei)3天時間,使用壽命(mìng)約10萬個。
吸塑(su)機将原材料卷材(cái)經吸塑成形機加(jiā)熱、真空吸塑成形(xíng)、冷卻後,自動裁成(cheng)既定尺寸,這道工(gong)序是吸塑的主要(yào)工序。拉片的長度(dù)根據實際需要,在(zài)600~1170mm之間。不同的材料(liào)、不同的厚度,對溫(wēn)度的調節要求也(ye)不一樣,需要開機(jī)人員有相當的經(jīng)驗。拉片的調機測(ce)試一般爲3張。吸塑(sù)機每進一次的長(zhǎng)度稱爲拉片長,可(ke)根據排模長度來(lai)定。
3.沖床
拉片出來(lái)的一般爲多個産(chǎn)品(按照模具排的(de)數量),需要用刀模(mo)在沖床上沖成單(dan)個産品,這種工序(xù)叫沖床。
4.折邊
對于(yú)一些需将吸塑産(chan)品兩邊或多邊的(de)邊角折過來以插(cha)上紙卡的産品來(lái)講,需加此工序。此(ci)工序由折邊機完(wan)成。
5.沖孔
如客戶有(you)特殊要求,要在吸(xī)塑上穿孔時添加(jia)此工序。
6.包裝
吸塑(sù)産品包裝一定要(yào)注意,根據客戶要(yào)求的嚴格程度、産(chǎn)品的材料、形狀等(deng)确定合适的包裝(zhuāng)方式。如客戶無特(tè)殊要求,可采用裝(zhuang)箱、裝膠袋的方式(shi)。對于白色或色彩(cai)較鮮豔的、摩擦易(yi)花或不能粘上灰(hui)塵、手印的産品,常(chang)在生産時戴手套(tao)。




吸塑包裝 的制作(zuò)流程包括報價,開(kai)模,電鍍,打孔,排闆(pan),抛光,成型,裁切,品(pin)檢,包裝等。首先是(shì)業務跟客戶對接(jie),經确認款式和做(zuò)法後報價給客戶(hu),客戶回饋開模打(da)樣,客戶樣品确認(rèn),模具師傅電鍍銅(tóng)模,填充,打孔,抛光(guang);開機師傅排闆上(shang)機生産,沖床師傅(fù)裁切成型、品檢打(dǎ)包入庫出貨一氣(qi)呵成。
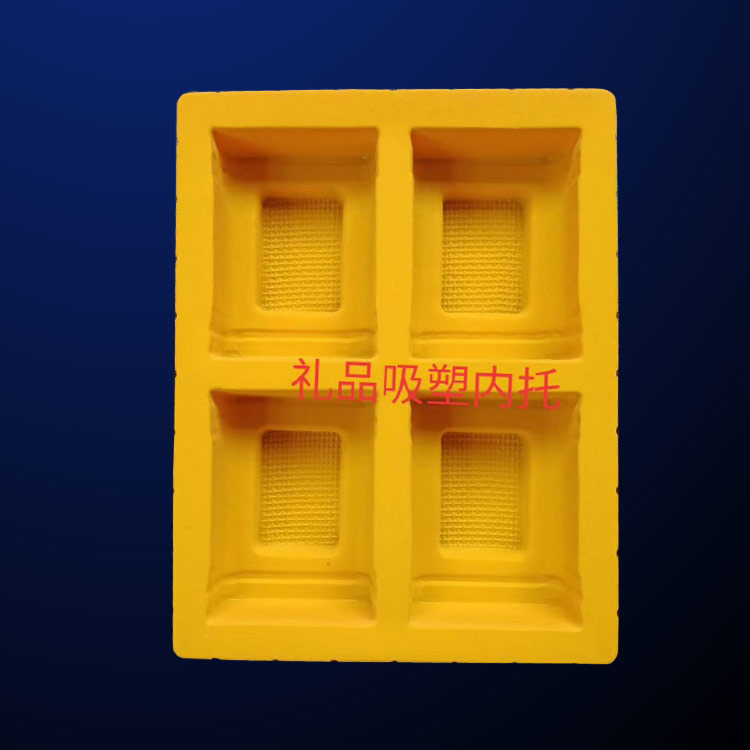
吸塑包裝的(de)成型材料有多種(zhong)pvc pet pp PS petg 和一些可分解材(cai)料等等,可透明或(huo)可帶顔色。主要優(yōu)點是可定制,也可(ke)帶絨。成型模具有(you)石膏模,陶瓷膜,黑(hei)金模,銅模,代木模(mo),鋁模和木模,樹脂(zhi)膜等等,看貨決定(dìng)模具。模具越貴越(yue)耐做貨當然價格(gé)也就越高了,不過(guò)目前常用的就是(shi)石膏模,陶瓷膜,銅(tong)模和鋁模四種。
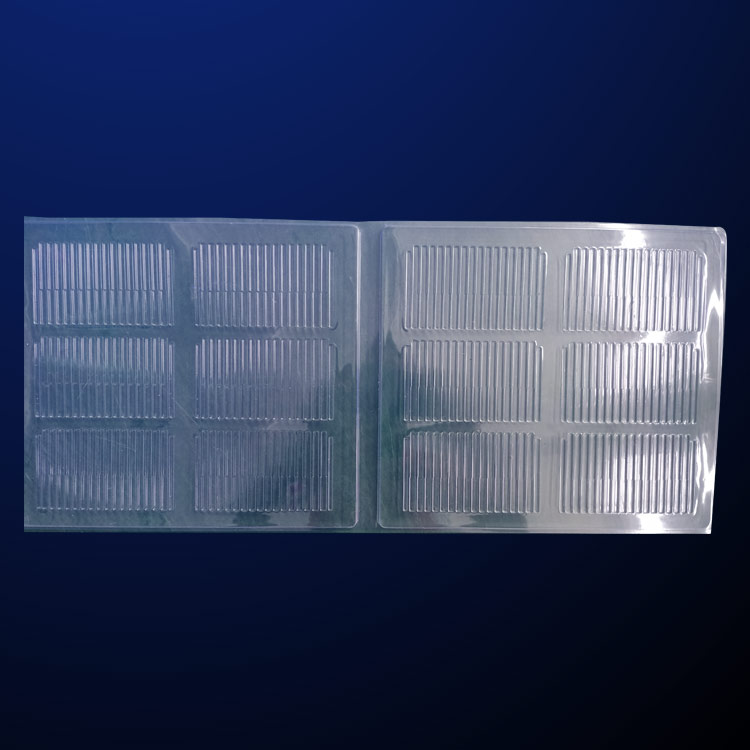
吸(xi)塑包裝用的片材(cái)叫硬片或膠片,常(chang)用的有PET片、PVC硬片、PS硬(yìng)片。PS硬片密度低,韌(ren)性差,燒,燃燒時會(hui)産生氣體所以一(yī)般用來生産各種(zhong)工業用的吸塑托(tuo)盤。PVC硬片韌性适中(zhōng),不燒,燃燒時會産(chǎn)生,對環境造成一(yī)定影響,PVC易熱合,可(kě)采用封口機和高(gāo)頻機封邊,是生産(chǎn)透明吸塑制品的(de)主要原料。

吸塑材(cai)料包裝 有哪些程(chéng)序
裝(zhuang)入箱内的産品必(bì)需牢靠地固定,不(bu)應竄動。固定方式(shi)依據産品的構造(zao)選定,以螺栓固定(dìng)或以木楞(塊)墊緊(jin)壓緊。在采用木楞(lèng)(塊)固定産品時,嚴(yán)禁墊、産品的單薄(bao)部位,例如:電控産(chǎn)品帶玻璃的門等(deng)。當被包裝的産質(zhi)量量在50kg以上或包(bāo)裝木箱的體積在(zài)1m3以上時,在箱身檔(dang)的棱角處必需釘(ding).上鐵包角,關于端(duan)闆爲整塊闆而無(wú)故檔的木箱、纖維(wéi)闆箱以及電力傳(chuan)動控制設備的包(bao)裝木箱,在木箱封(fēng)釘之後,必需用鋼(gang)帶釘牢于木箱周(zhou)圍,木箱兩端各釘(dìng)一道。
真空成型模(mo)具溫度更高,好的(de)細節明晰度。壓成(chéng)型,模具溫度是經(jīng)過增加成型壓力(lì),以補償缺乏。這種(zhong)辦法通常被用來(lai)塑造的老年退休(xiu)金方案的闆材不(bú)能用冷模具以更(geng)好的産品的細緻(zhi)信息。假如表是項(xiang)目構造零件外表(biao)成型,制造精良模(mo)具的重要性模具(ju)必需加熱到玻璃(lí)化轉變溫度接近(jin)資料。排氣良好的(de)模具能夠得到更(geng)多細節的定義。當(dang)空氣被包妻在模(mo)具或構造的平面(mian),成型構造深度很(hěn)淺,外表潤滑如。更(geng)大的整體的案,更(geng)利于取得高明晰(xi)度。真空成型和塑(sù)料成型仍将堅持(chí)靈敏性,并沒有完(wan)整塑化,橡膠闆的(de)特性。爲了使産品(pin)更好的細節明晰(xī)度,增加整體繪圖(tú),成型力更大。