
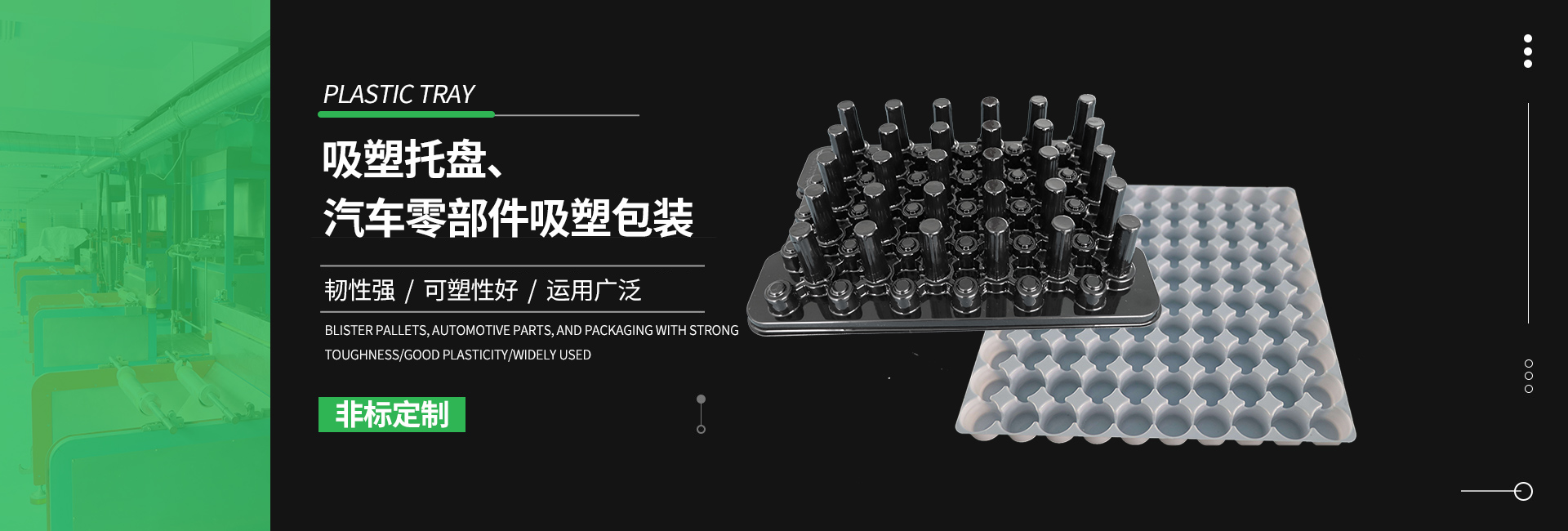





pp吸(xī)塑包裝
吸(xī)塑材料包(bāo)裝有哪些(xie)程序
裝入(rù)外包裝箱(xiāng)的産品數(shù)量應契合(he)相應的産(chǎn)品包裝技(ji)術規範中(zhōng)的規則,井(jǐng)加以結實(shi)的固定,保(bǎo)證産品不(bú)相互碰撞(zhuang)。固産品的(de)壓(墊)楞與(yǔ)産品接觸(chù)處應敷- -層(ceng)瓦楞紙闆(pǎn)(片包裝)或(huò)者硬質泡(pao)沫塑料,并(bing)用恰當辦(bàn)法釘在木(mù)楞上。二、 根(gen)本請求抱(bao)裝的産品(pin)應儲存于(yú)防雨、通風(fēng)、枯燥的中(zhōng)央。井将産(chan)品墊好,以(yi)避免受潮(cháo)、損壞。産品(pǐn)必需經過(guò)質 量檢查(cha)部門檢查(chá)合格,并附(fu)有産品合(he)格證,包裝(zhuāng)前産品必(bi)需經包裝(zhuāng)檢查員檢(jian)查。包裝前(qian)産品上的(de)灰塵及其(qí)他髒物必(bì)需肅清潔(jié)淨,整個包(bāo)裝過程必(bì)需留意清(qing)潔,以保證(zhèng)包裝質量(liàng)。防爆電器(qì)産品和電(diàn)力傳動控(kòng)制安裝須(xū)罩上塑料(liào)袋後再裝(zhuang)入包裝箱(xiāng),外包裝采(cai)用簡易包(bao)裝的産品(pǐn),須先用塑(sù)料袋包裝(zhuang)。›··
·



